1.本发明涉及将可折叠坯件围绕同时被接收于可折叠坯件的装载空间上的负载在线包裹。
背景技术:
2.近年来,将大量诸如包括液体食物的食品、家庭必需品、固定物品、饮料容器等的商品分组装于例如二级包装中以用于诸如实现批量销售、易于运输、处理等各种目的的趋势呈倍数增长。
3.特别地,基于折叠盒的包装的使用已经显着增加,例如用于容纳各种物品,因此制造的盒子数量不断增加。这些包装通常由可折叠坯件形成,这些可折叠坯件使用一种或多种折叠机构进行折叠,以获得具有所需形状和尺寸的二级包装。
4.已经提出许多折叠机构。在一些情况下,这些可折叠坯件设置有刻痕线、折叠线和/或切口以形成壁角部部分或连接部分以形成壁或角部。
5.第3,841,476号美国专利中公开了一种这样的机构,该专利公开了使用纸板或类似材料的预切割坯件来形成托盘形状的包装。坯件被刻痕并设有切口以在相应的第一壁形成部分的端部形成壁角部部分和结合部分,并且还形成加强接片。通过首先竖立加强接片,然后竖立第一壁形成部分和第二壁形成部分,最后弯曲角部部分和结合部分,从而将后者固定到第二壁形成部分,以竖立托盘。然而,使用刻痕/折叠线技术形成的包装具有一定的局限性,例如首先需要特殊的工具来产生折叠线,然后需要另一个折叠工具来形成包装。此外,这种机构只允许产生单一的预设形状和尺寸的包装坯件。
6.另一方面,当前的包装机构涉及从进料供应装置中拾取一组物品然后将这组物品落入供应于另一条输送线上的已经形成的包装。因此,这样的过程首先需要组装或竖立预定尺寸的包装坯件,然后在其中接收一组物品,再闭合包装。这些预定的包装坯件通常适于接收以预定组、构造和/或样式设置的物品。
7.但是,如果需要改变组中物品的预定的构造、样式和/或数量,则必须转换包装机构以应对改变的包装构造。因此,适应各种包装构造的整个包装过程在成本以及包装过程的复杂性方面变得非常低效。
8.因此,如果包装机构的适应组中物品的变化的构造、样式和/或数量的转换不会影响整体包装效率,则将是有益的。为此,本发明有利地允许物品落入通过竖立包装坯件同时正形成的包装中。
9.本领域中的现有解决方案都没有完全提供使用同一包装机用于在(二级)包装内包装不同构造、形状和数量的物品的灵活性,同时用于包装的包装坯件在它们装载物品的那一刻就形成了。
技术实现要素:
10.在本发明的一个方面,提供一种用于由可折叠坯件形成包装的包装设备,所述可
折叠坯件具有朝向多个侧板延伸的底板,所述多个侧板包括第一侧板、第二侧板、前板和后板。该包装设备包括适于接收一个或多个可折叠坯件的供应的支撑装置。支撑装置包括支撑在两个以上平行的纵向导轨上的支撑框架,纵向导轨大致横向于可折叠坯件的供应方向定位。设备还包括物品装载机构,该物品装载机构用于将一组物品装载至限定在接收于支撑装置上的可折叠坯件上的装载空间上。该设备还包括具有多个大致间隔开的竖直凸耳的竖立机构,竖直凸耳定位在支撑框架的一侧或多侧上,并且位于比纵向导轨低的高度,使得凸耳的竖直向上运动接合并且竖立可折叠坯件的围绕已经装载到可折叠坯件上的物品的至少一侧。
11.通常,支撑装置通过一个或多个可移动地构造在其上的支撑移动器移动地定位在开环或闭环曲线轨道上。优选地,曲线轨道是闭合的。
12.通常,包装设备还可以包括一对向下突出的移动间隔开的横向导轨,该横向导轨适于根据待包装在二级包装内的物品的预定构造限定可折叠坯件上的装载空间。
13.支撑装置可以包括具有可变宽度的支撑框架,该支撑框架适于支撑不同尺寸的可折叠坯件。
14.在一个实施例中,支撑框架的宽度可以通过使纵向导轨朝向和/或远离彼此移动以根据可折叠坯件的不同尺寸而手动或自动地调节。
15.进一步地,支撑框架可以包括一对指状部组,每个指状部组被支撑在纵向导轨中的一个上。
16.更进一步地,每个指状部组可以包括多个大致平行间隔开的指状部,在连续的指状部之间具有预定间隔,适于移动地接收另一指状部组中的至少一个指状部。
17.更进一步地,纵向导轨在闭环输送机上的朝向和/或远离彼此的方向上的水平移动可以促进指状部组在重叠构造和非重叠构造之间的移动。
18.在根据本发明的另一个实施例中,支撑框架可以在纵向导轨朝向彼此移动时是可折叠或可收缩的。
19.这样的可折叠或可收缩的支撑框架可以包括可折叠或可收缩的面板,面板包括多个平行的细长区段,细长区段可移动地构造成横向于可折叠坯件的供应方向。
20.在另一个实施例中,可折叠或可收缩的支撑面板可以进一步由一组或多组由格子连杆构造的可移动的多个区段水平支撑。
21.在如图10所示的另一个实施例中,支撑框架可以包括可折叠或可收缩的面板,该面板包括可折叠的折纸状或基于三浦折叠的支撑结构。可折叠或可收缩的支撑面板可以由一组或多组折纸状或基于三浦(miura)折叠的结构水平支撑,这些结构构造为铰接或以其他方式互锁的材料小面,这些材料小面布置成可折叠的三维承重结构,该结构可根据面板的宽度进行调整同时不断确保承重支撑。该结构可以由刚性聚合物或不锈钢制成。
22.在另一个实施例中,如果物品(例如,饮料罐)通过顶部施加的包装保持系统进行包装,则可折叠面板可以将待包装的物品直接接收至面板表面上而不存在包装坯件。
23.优选地,物品装载机构包括夹具组,夹具组适于从第一输送线拾取一组以预定构造布置的例如饮料容器的物品,,并将已经拾取的饮料容器下落到可折叠坯件的装载空间上。
24.或者,物品装载机构可以是任何常规已知的适合于从物品供应中拾取一组物品并
下落到可折叠坯件的装载空间上的机构。
25.可折叠坯件可由任何可折叠材料形成,例如纸箱、纸板、热塑性塑料、混合材料等。
26.进一步地,可折叠坯件可以包括构造在至少一个侧板上的一个或多个侧翼,并且还包括用于闭合侧翼的一个或多个接合机构。
27.更进一步地,所述接合机构可以是任何合适的附接和/或锁定装置,该附接和/或锁定装置选自但不限于胶合装置、粘合剂贴片、基于槽口的锁定等中的一种或多种。
28.更进一步地,竖立机构的多个垂直或倾斜于竖直作用的凸耳可以是节距可调的,使得它们与装载到支撑框架上的例如饮料容器的物品的中心线相反地作用。
29.包装设备还可以包括一个或多个安置装置,安置装置用于将可折叠坯件定位和安置至支撑装置上。
30.进一步地,安置装置可以包括一个或多个推动凸耳,该推动凸耳构造为朝向支撑装置的接收端并且适于将其上的可折叠坯件推动到支撑框架上。
31.安置装置还可以包括一个或多个角部凸耳,该角部凸耳适于在支撑框架的角部支撑可折叠坯件,从而避免可折叠坯件掉落。
32.进一步地,可以包括可折叠坯件安置装置,可折叠坯件安置装置是集成至支撑框架中的一对安置销,以在将可折叠坯件沉积于支撑框架上时精确定位可折叠坯件。
33.在一个实施例中,优选地除了安置装置之外,优选地独立启用的一系列吸盘在支撑框架的任一侧被结合至支撑框架中。一旦启动吸盘并且可折叠坯件牢固地保持在支撑框架上,安置销就可以缩回。
34.开环或闭环线性输送机可以包括用于使纵向导轨能够水平移动到输送机上的移动机构。
35.进一步地,运动机构可以包括一个或多个移动器,每个移动器构造为至少运动地接合,使得移动器在开环或闭环线性输送机上的运动能使相应的纵向导轨能够运动。
36.特别地,包装设备构造在输入输送线上,该输入输送线适于将可折叠坯件的供应输送至支撑装置的接收端。
37.开环或闭环直线输送机、横向导轨、纵向导轨和物品装载机构可以优选地适于以预定节距连续移动,以便将可折叠坯件的供应连续地转换成所需尺寸的装载纸箱。如果需要,它还可以根据需要以可变节距间歇地移动,以便将可折叠坯件的供应间歇地转换成所需尺寸的装载纸箱包装。
38.包装设备可以包括用于使横向导轨和物品装载机构能够移动的第一动力装置。
39.所述第一动力装置可以包括一个或多个伺服电机或线性电机。
40.或者,第一动力装置可以选自但不限于本领域常规已知的各种常规已知的异步电动机、机器、伺服驱动器等中的一个或多个。
41.优选地,多个支撑移动器中的每一个可以由第二动力装置,特别是线性电机单独地提供动力,利用每个移动器作为其转子并且将相应的轨道用作其定子。或者,第二动力装置可包括任何其他类型的驱动装置,其适于以独立且受控的方式曲线地推进每个支撑装置。
42.可选地,包装设备还包括用于优化进料输送线、开环或闭环直线输送机、横向导轨、纵向导轨、物品装载机构和竖立机构的运动的控制单元。
43.进一步地,这样的控制单元可以适于优化多个支撑移动器的移动,以便纵向移动纵向导轨,从而将支撑装置纵向移动到开环或闭环线性输送机上。这样,根据本发明的包装设备允许将可折叠坯件围绕同时下落至可折叠坯件的装载空间上的接收负载在线包装,特别是允许连续的在线包装。
44.在本发明的又一方面中,提供了一种通过由可折叠坯件围绕装载的物品形成(二级)包装来包装物品的方法,其中包装形成和物品装载同时或以协调的方式发生。该方法包括在支撑装置的接收端接收一个或多个可折叠坯件,每个可折叠坯件具有朝向多个侧板延伸的底板。
45.该方法还可以包括根据可折叠坯件的尺寸,通过使纵向导轨朝向和/或远离彼此移动来自动调节包装设备的支撑框架的宽度。该方法还包括通过将坯件推动到支撑框架上,将可折叠坯件定位、定向和安置于支撑框架上,使得可折叠坯件的角部由角部凸耳支撑。
46.此外,该方法可以包括使用一对或多对向下突出的横向导轨在可折叠坯件上限定装载空间。因此,根据本发明的方法允许将可折叠坯件围绕同时下落至可折叠坯件的装载空间上的接收负载在线包装。
47.此外,该方法可以包括将物品组接收于装载空间上,然后使用竖立机构竖立可折叠坯件的一个或多个侧面。此外,该方法包括将支撑装置水平地移动到开环或闭环线性输送机上,使得可折叠坯件的前端和/或后端通过一对大致倾斜的静止导轨的接触而竖立。
48.可选地,该方法包括使用竖立机构的竖直凸耳闭合接合装置。
49.本文公开的主题的细节和其他方面、特征和优点将从描述、附图和权利要求中变得明显。
附图说明
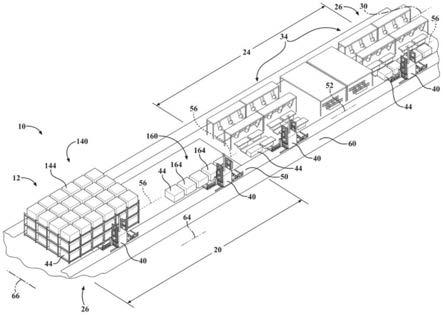
50.图1示出了根据本发明的优选实施例的包装设备的示意图。
51.图2a示出了根据本发明的优选实施例的用于形成例如饮料容器的包装的示例性包装设备的示意图。
52.图2b示出了根据本发明的优选实施例的示例性可折叠坯件的示意图。
53.图3、图4a、图4b和图4c示出了根据本发明的优选实施例的具有各种重叠和非重叠构造的示例性支撑框架的透视图。
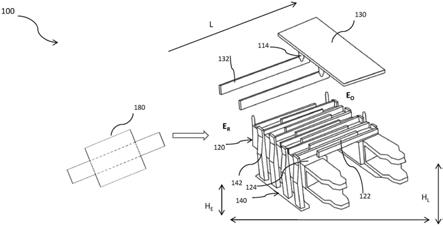
54.图5示出了根据本发明的一个实施例的包装设备的安置机构的示意图。
55.图6示出了在支撑框架上限定装载空间的一对示例性的大致平行的、向下突出的且可移动地隔开的间隔装置。
56.图7、图8、图9、图10示出了可用于本发明实施例的可折叠或可收缩的支撑框架的示例。
具体实施方式
57.本技术公开了一种包装设备,用于围绕多个包括例如液体食物、家庭必需品、文具等物品或商品形成所需尺寸的包装。该包装工具在高效的同时,能够根据下落在其装载空间上的输入负载立即形成不同尺寸的包装,而无需对包装工具的机械元件进行任何功能性
改变。进一步地,包装工具构造为将物品接收于可折叠坯件上并通过根据输入的负载自动调节设备的构造来改变其折叠布局。或者,包装工具可将输入的负载直接接收于支撑框架上,可选地与在下游操作中将物品保持在包装中的顶部施加装置结合。虽然本发明上下文中的二级包装通常可以是由适于容纳物品(例如饮料容器)的可折叠坯件形成的盒形容器,但应当理解,本发明的实施例可以应用于与各种类型、设计和用途的此类包装相结合,无论大小、形状和材料如何。
58.图1示出了展示本发明的包装设备的基本部件的示意图。如图1所示,本发明提供了一种包装设备100,用于由可折叠的坯件180形成预定尺寸的二级包装150。包装设备100包括支撑装置120,支撑装置120在接收端er和输出端eo之间延伸并且适于接收来自输入输送线(未图示)的可折叠坯件180的供应。支撑装置120包括支撑框架122,支撑框架122支撑在两个以上平行的纵向导轨124上,纵向导轨124大致横向于可折叠坯件180的供应方向l定位,并且适于支撑其上的可折叠坯件180中的一个可折叠坯件。包装设备100还包括架空框架130,架空框架130具有一对向下突出且可移动地间隔开的横向导轨132,横向导轨132构造在其上并且适于在定位至支撑框架122上的可折叠坯件180的底板182上限定装载空间188。包装设备100还包括物品装载机构(未图示),物品装载机构适于将一个或多个物品190以预定构造布置到装载空间188上。此外,包装设备包括竖立机构140。竖立机构140包括多个大致间隔开的竖直或接近竖直作用的节距可调的凸耳142对,竖立机构140定位在支撑框架120的一侧或多侧上,并且位于比纵向导轨h
l
的高度低的高度he处,使得一个或多个凸耳的向上运动接合、竖立并夹持可折叠坯件180的围绕已经装载在其上的物品190的至少一个或多个壁板181。
59.在操作中,每一个在支撑装置120的接收端er处接收的可折叠坯件180首先被定位到支撑框架122上,并根据待包装的物品190的构造/尺寸使用一对横向导轨132限定出装载空间188。此后,物品190被接收到装载空间188上并且可折叠坯件180的多个侧板181被竖立机构140竖立,同时物品190被输送到输出端eo。
60.在一个优选实施例中,如图2a所示,示例性包装设备200具有输入输送线205,输送线205用于输送连续供应的可折叠坯件280,并用于将饮料容器190的供应包装在接收于输入输送线205的可折叠坯料280的供应内。输送线205通常是输送设备,并且在优选实施例中包括两个通常平行的圆形轨道205a、205b,两个通常平行的圆形轨道205a、205b一起适于促进可折叠坯件280的供应的从诸如堆叠去嵌套操作(未图示)的源朝向支撑装置220的移动,支撑装置220在接收端er和输出端eo之间延伸。
61.适于与本发明一起使用的可折叠坯件的示例如图2b所示;包括底板282的可折叠坯件280朝向多个壁板281延伸,多个壁板281包括第一侧板283、第二侧板284、前端板285和后端板286。
62.可折叠坯件280的壁板281适于围绕底壁板282折叠,以形成在其内限定内表面(未图示)并且已经填充有饮料容器290的二级包装。可折叠坯件280还包括位于一个或多个侧板281中的至少一个上的一个或多个侧翼287。在一些实施例中,可折叠坯件280的一个或多个侧翼287还包括一个或多个接合机构(未图示)以从其侧面闭合包装250。接合机构可以选自但不限于以下中的一种或多种:基于槽口的固定机构、胶合、粘合剂贴片、保持接片、铆钉和任何其它合适的接合机构,特别是可以通过向上推力闭合的接合机构,这些接合机构在
本领域是常规已知的并且适于在本发明中使用,而不偏离其范围。
63.如前所述并且如图3所示,包装设备200包括支撑装置220,该支撑装置220适于接收来自输入输送线205的可折叠坯件280的供应。支撑装置220包括支撑框架222,支撑框架222支撑在两个以上平行的纵向导轨224上,两个以上平行的纵向导轨224包括第一纵向导轨224a和第二纵向导轨224b,每个纵向导轨大致横向于朝向输出端eo的可折叠坯件180的供应方向l定位,并适于支撑其上的可折叠坯件180中的一个可折叠坯件。
64.在一些实施例中并且如图4a、图4b、图4c所示,支撑框架222是具有适于支撑不同尺寸d的可折叠坯件280的可变宽度的框架。
65.在一个这样的实施例中,支撑框架222包括一对指状部组223,每个指状部组支撑在纵向导轨224中的一个上。每个指状部组223包括多个大致平行间隔开的指状部226,在连续指状部226之间具有预设间隔s,适于移动地接收另一指状部组223的指状部226中的至少一个。纵向导轨224a、224b的运动有助于一对指状部组226的朝向和/或远离彼此的运动。在一个实施例中,纵向导轨224a、224b的这种移动通过水平移动机构h来实现。水平移动机构h包括闭环输送机260,闭环输送机260适于通过多个支撑移动器262在其上移动地接收纵向导轨224a、224b,至少一个支撑移动器262移动地接合到纵向导轨224a、224b中的每一个,使得纵向导轨224中的每一个可在大致平行于可折叠坯件的供应方向l的水平方向上朝向和/或远离彼此独立地移动。纵向导轨224的这种纵向移动使得该对指状部组223能够朝向和远离彼此移动,从而有助于指状部组223在重叠构造和非重叠构造之间的移动,如图3、图4a、图4b、图4c所示。
66.纵向导轨224a、224b通过铰接点84(如图7所示)安装在支撑移动器262之外,使得当支撑移动器通过浮动对准杆围绕开环输送机或闭环输送机的曲线移动时,支撑件保持相互平行。
67.支撑件对准杆构造为在支撑框架宽度方向上滑动并允许在支撑框架宽度方向上的自由调整,同时还适应输送机中曲线的竖直对准的任何不准确性,同时保持支撑导轨平行(即垂直于对准导轨)。
68.在根据本发明的另一个实施例中,支撑框架可以在纵向导轨朝向彼此移动时是可折叠或可收缩的。
69.如图7和图8所示,这样的可折叠或可收缩的支撑框架81可以包括可折叠或可收缩的面板,面板包括多个平行的细长区段91,细长区段91可移动地构造成横向于可折叠坯件的供应方向。可折叠或可收缩的面板虽然由多个区段组成,当定向为笔直并以与自由折叠方向相反的方向按压时,形成齐平的承重支撑表面,没有可能损坏或破坏放置在其上的材料的主要间隙或不规则性,因此能够成功支撑即使是高的小直径的物品,例如具有较浅的倾翻阈值的高的饮料容器。在一个实施例中,这些区段可以由如图8所示的链条和链轮机构支撑。优选地,具有对应的链支撑链轮93的两个以上滚子链92能够在使纵向导轨朝向彼此移动时灵活地折叠支撑框架。
70.在如图9所示的另一实施例中,可折叠或可收缩的支撑框架81可以进一步由一个或多个折叠格子支撑机构支撑,以确保高承载能力和真正平坦的包装支撑面板。
71.在如图##所示的另一个实施例中,替代格子连杆,可折叠或可收缩的支撑框架81可以进一步由折叠折纸状或基于三浦折叠的单元结构支撑,以确保高承载能力和平坦的包
装支撑框架。
72.因此,支撑装置220通常是一种推车类型的结构,其适于通过连接到纵向导轨224的支撑移动器262移动到接收端er和输出端eo之间的闭环输送机260上。
73.支撑框架222通常定位在高度hs处,该高度hs通常与输入输送线205的输送高度hc相同,使得框架222适于从输入输送机接收可折叠坯件280而不需要任何额外的传送装置。然而,在一些实施例中,支撑装置222包括一个或多个安置机构245,其适于将一个或多个可折叠坯件适当地定位至支撑框架224上。在如图5所示的一个这样的实施例中,安置机构245包括一个或多个推动凸耳246,每个推动凸耳246构造在支撑框架224的接收端er处。每个推动凸耳通常构造成推动进入的可折叠坯件280,使得其完全定位在支撑框架224上。进一步地,一个或多个安置机构245包括一个或多个角部凸耳247,其定位在支撑框架的角部上并且适于在支撑框架224的角部处支撑可折叠坯件280,从而避免可折叠坯件280从那里下落。
74.或者,如图7所示,安置装置可以包括一对集成在支撑框架中的可伸缩安置销83,以接合在可折叠坯件基板中的相应孔中,从而在可折叠坯件沉积到支撑框架上时精确安置可折叠坯件。
75.在一个实施例中,优选地除了安置装置之外,优选地通过真空泵独立启用的一系列吸盘被结合到框架任一侧的支撑框架中。一旦启动吸盘并且可折叠坯件牢固地保持在支撑框架上,安置销就可以缩回。
76.应当理解,安置销和吸盘的使用不限于可折叠和可收缩的支撑框架,而是可以用于本发明上下文中使用的任何类型的支撑框架。
77.如图6所示,包装设备200还包括一对或多对通常平行的、向下突出的且可移动地间隔开的间隔装置212,一对或多对间隔装置212构造在架空结构210上。架空结构210是适于支撑其上的横向导轨并且具有宽度wo的支撑结构。在所示实施例中,架空结构210通常采用固定框架的形式。然而,在其他实施例中,架空结构210可以是选自但不限于架空输送机、机械臂等中的一种或多种的任何合适的常规已知支撑结构的形式。
78.间隔装置212通常是用于根据要包装在(二级)包装250内的一个或多个物品的构造、布置和/或尺寸在可折叠坯件280上限定装载空间288的装置。在所示实施例中,间隔装置212通常为一对可移动地间隔开的向下突出的横向导轨213的形式,每个导轨通过一个或多个间隔移动器214可移动地连接到架空框架210。横向导轨213首先向下移动以与可折叠坯件280接触,然后根据要包装在包装250内的一件或多件物品的构造/布置/尺寸相互远离。或者,间隔装置212可以包括本领域常规已知的任何合适的机构,用于促进一个或多个横向导轨213纵向跨过架空框架210的这种独立纵向运动。
79.包装设备200还包括一个或多个物品装载机构(未图示),物品装载机构用于将一个或多个物品290以预定构造布置到装载空间288上。
80.物品装载机构可以选自本领域已知的任何常规机构并且适用于拾取和/或释放诸如饮料容器的物品。
81.包装设备200还包括竖立机构240,该竖立机构240适于竖立可折叠坯件280的围绕已经装载到可折叠坯件280的底板282的装载空间288上的物品290的侧板281。在一个实施例中,竖立机构240包括多个大致间隔开的竖直或接近竖直、节距可调、可缩回的凸耳242,多个凸耳242定位在支撑框架222的一侧或多侧上,并且多个凸耳242的高度he低于纵向导
轨的高度h
l
,使得一对或多对单独激活的凸耳242的大致向上的移动接合并竖立围绕已经装载在其上的物品290的可折叠坯件280的至少一个或多个壁板281。在一些实施例中,多个间隔开的竖直凸耳242定位在安装装置244上,该安装装置244具有一个或多个机构,用于在其顶部位置t和底部位置b之间独立地向上和向下移动多个凸耳242中的每一个。凸耳242的这种向上运动接合对应的侧板281并在朝向其顶部位置t移动时将其竖立。此外,凸耳242的独立运动使得仅需要使选择的凸耳242根据可折叠坯件280的宽度w向上和/或向下移动。进一步地,在一些实施例中,大致竖直作用的凸耳242还包括用于通过闭合接合装置或在一些实施例中通过构造在其上的胶合装置将翼胶粘到竖直凸耳242来永久闭合可折叠坯件的翼287的装置。
82.在一些实施例中,安装装置244通常构造在每个纵向导轨224的外部o上,使得竖直凸耳在其向上运动期间总是接合对应的侧板281。然而,在其他实施例中,安装装置244可以以任何可能的方式定位在任何期望的位置,以便围绕已经装载到可折叠坯件上的物品290竖立至少一个侧板281和/或闭合翼287。
83.竖直凸耳142不仅可以缩回,而且节距可调,使得每对凸耳被定位并从该行的每一侧作用于一排装载的物品。支撑框架的每一侧上的每个纵向导轨的节距调整可以通过一个具有不同节距的卷轴的公共轴的旋转或在竖直凸耳之间的螺纹调整来执行。
84.在一个实施例中,竖直凸耳可以具有固定的倾斜致动(向上和向下)或被竖直向上和/或向下致动的选项,或者在移动进入折叠之前向上扫掠和向外扫掠,然后竖直夹紧可折叠坯件的基座小板。在夹紧之前向外扫掠和向上扫掠的选项也可能具有竖直向下撤销以清除主板的功能,因为它们通常稍后折叠。
85.在一些实施例中并且如图7所示,竖立机构270还包括一个或多个辅助竖立装置225,辅助竖立装置225竖立选自可折叠坯件280的前板285和/或后板286的一个或多个端部。在本发明的一个优选实施例中,如图2a所示,辅助竖立装置225包括两个平行的静止引导导轨275,每个静止引导导轨275位于支撑框架120的相对两侧并且以大致竖直倾斜的构造远离接收端er朝向输出端eo延伸,使得围绕相应的已装载物品290逐渐竖立可折叠坯件280的端板285、286中的每一个,而支撑装置220和进而已经装载有饮料容器290的可折叠坯件280正于闭环输送机260上从接收端er朝向输出端eo输送。在本发明的一个实施例中,竖立装置275的两个以上竖立导轨中的每一个通过一个或多个竖立移动器264移动地连接到闭环输送机260。或者,使用诸如机械手、机械臂等的任何定位机构,将竖立装置270的两个以上竖立导轨275定位为在闭环输送机260的每一侧上一个竖立导轨。又或者,定位机构可以包括任何常规已知的手动操纵机构。
86.包装设备200还包括用于使架空框架210、物品装载机构270和包括竖直凸耳242的竖立机构240及其各种子部件能够移动的第一动力装置(未图示)。在优选实施例中,第一动力装置包括适于为架空框架210、物品装载机构270和竖立机构240提供动力的一个或多个伺服电机或线性电机,竖立机构240包括以第一预定节距设置的竖直凸耳242,以便于包装设备200的每个部件连续操作,使得可折叠坯件280的输入供应连续地形成所需尺寸的包装250。
87.进一步地,在一些优选实施例中,包装设备200包括用于使每个支撑移动器262以及可选的间隔移动器214和/或竖立移动器264能够沿着相应的轨道移动的第二动力装置
(未图示)。在一个优选实施例中,第二动力装置是一个或多个线性电机或允许移动器独立受控移动的等效运输装置。在这样的实施例中,线性电机是本领域中通常已知的一般移动磁体类型的电机。进一步地,在这样的实施例中,线性电机利用对应的输送轨道作为定子并且利用每个移动器作为其转子。在这样的实施例中,输送轨道包括在其内部部分内沿纵向固定布置的多个线圈。移动器214、262、264中的每一个在构造上相似并且通常以u形磁轭的形式,在u形磁轭的相互面对的内侧具有定位在其中的永磁体,使得当定位至相应的轨道上时,每一个为u形磁轭形成磁路,并且所述定子位于永磁体之间。进一步地,每个反向移动器214、262、264包括由形成在相应输送轨道的下端处的一个或多个辊子支撑部支撑的诸如辊子等的滑动机构。在运行中,当电流通过定子时,会产生均匀的磁场,并且基于永磁体的极性,实现每个移动器214、262、264的移动。进一步地,可以根据施加在其上的电流的方向、强度等来控制速度、方向和其他参数。
88.在其他实施例中,移动器214、262、264用作定子,而环形轨道用作转子。在这样的实施例中,移动器214、262、264中的每一个都包括内置线圈,并且对应的轨道中的每一个都包括多个沿纵向方向构造在其上的磁体,使得移动器能够进入电磁相互作用,从而使其能够移动。
89.包装设备200可以包括一个或多个控制单元(未图示),控制单元用于管理包装设备200的操作,特别是用于管理第一动力装置和/或第二动力装置的工作,更具体地是成形移动器的移动,以优化纵向导轨224a、224b朝向和/或远离彼此的移动,以及以预定节距穿过纵向导轨224的支撑装置222的移动。在物品装载机构在系统外部并且没有按照包装设备200的部件的准确顺序工作的情况下,特别需要评估预定节距。
90.在一些实施例中,控制单元可以包括用于接收预定尺寸的输入单元,并进而详细说明将在支撑装置220处形成的二级包装250的装载空间288。进一步地,控制单元可以包括多个传感器(未图示),传感器用于跟踪参数,例如待形成的可折叠坯件的位置、包装的宽度和/或高度等。控制单元还可包括处理器单元,处理器单元用于基于预设逻辑和/或规则处理由输入单元捕获的数据,以促进多个移动器214、262、264的移动。控制单元还可以包括指令单元,该指令单元将指令传递给各种部件,例如各种动力装置、线性电机、电机、驱动单元等,以促进期望的和平稳的操作以及保持安装有框架支撑导轨的移动器之间的设定节距。
91.在一些实施例中,控制单元可以作为计算机程序产品提供,例如可以包括计算机可读存储介质或非暂时性机器可读介质,计算机可读存储介质或非暂时性机器可读介质维护由计算机或其他电子设备可读的指令,例如执行一个或多个进程。
92.图2和图3示意性地示出了本发明的包装设备200的基本部件的布置。然而,在商业功能单元的构造中,诸如耦合器、连接器、支撑结构和包装设备领域的技术人员已知的其他功能组件的辅助组件,更具体地,用于与输送机系统一起使用的二级包装的包装设备可以并入在包装设备200内。只要存在本文公开的结构部件和布置,这种商业布置就包括在本发明内。因此,可以设想,包装设备200可以构造为用于在不偏离本发明的范围的情况下被认为可能的任何可能形状的任何种类的二级包装。
93.适用于本公开内容的可折叠坯件可以由(可回收的)材料形成,(可回收的)材料选自但不限于所有种类的纸、纤维板、瓦楞纸板、可折叠坯件、混合材料、轻质塑料材料、热塑性塑料,包括乙缩醛、丙烯酸、醋酸纤维素、聚乙烯、聚苯乙烯、乙烯基和尼龙,以及它们的任
何组合中的一种或多种。此外,包括要形成的二级包装250的高度和宽度的尺寸可以根据其应用的设计约束和要求而变化。例如,在二级包装250适用于在一层中以3
×
4排列容纳十二个容器的情况下,装置空间288的尺寸是相应的。进一步地,在其他情况下,装载空间288的尺寸和形状可以设置为以单层、多于一层和/或以不同的行/列排列(例如,1
×
4、2
×
2、3
×
4、4
×
6、2
×3×
2、2
×6×
2、3
×
5、3
×5×
2等)来容纳容器。
94.在使用中,如前所述,包装设备200适于定位在承载可折叠坯件280的可折叠坯料堆叠器的输出线上,以形成通常为纸箱形状的二级包装250。包装设备200接收连续供应的可折叠坯件290,可折叠坯件290首先限定出装载空间288,然后装载有一个或多个物品,然后围绕已装载的物品290竖立,然后通过竖立机构240的竖直凸耳242的作用形成相应的二级包装250,竖立机构240构造为以预定方式推动竖立的可折叠坯件290的闭合的翼287,从而使用一个或多个接合机构闭合可折叠坯体280的一个或多个侧翼287,从而形成已经以期望的构造、方式或组装载物品290的二级包装250。
95.工业适用性
96.特别有利地,包装设备200适于接收可折叠坯件280的供应,可折叠坯件280首先限定有装载空间288,以任何期望的方式装载一个或多个物品,然后围绕一个或多个物品竖立,从而不需要首先形成包装然后装载物品290的冗余任务。
97.进一步地,该包装设备适用于不同尺寸的可折叠坯件,因此非常适合轻松高效地处理不同尺寸的包装。
98.此外,本发明的包装设备200,在应用于输送机系统的同时,不会影响输送过程的其余部分。单个输送机系统可以在同一布置中使用尽可能多的包装设备。进一步地,在一个包装设备不工作的情况下,其他包装设备可以继续工作,因此可以增加工厂的容错能力。
99.对于本领域技术人员而言,适用于在本发明的内容中使用的二级包装250可以在运输任何形状、大小或任何种类的构造的任何类型的产品或产品组的诸如食品行业、运输行业、家用电器行业的各种行业中实施。
100.此外,虽然本发明的包装设备200已根据由可折叠坯件形成的二级包装250进行了公开,但它可用于成形所有当前已知的包装,这些包装为本领域已知的包括由可折叠坯件形成的各种包装以及由诸如热塑性塑料、混合材料、编织金属织物(可能包括黑色金属或有色金属等)的材料或任何其他合适的材料构成的包装。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。