1.本发明涉及标签领域,具体是无离型纸标签及制备方法。
背景技术:
2.自粘标签材料使用者作为各行业产品标识和说明使用,现有的无离型纸标签在使用时,粘接过程中手部需要与标签背面的粘接胶层接触,造成粘接胶层的黏度降低,粘接不便的问题,极其实用,而且在使用过程中,有时候会因为离型层的粘接力度不够,存在脱落的风险。因此,本领域技术人员提供了无离型纸标签及制备方法,以解决上述背景技术中提出的问题。
技术实现要素:
3.本发明的目的在于提供无离型纸标签及制备方法,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.无离型纸标签,包括标签本体,标签本体上等间距间隔设置有标签纸,标签纸一侧设置有扣手纸,扣手纸与标签纸之间设置有方便撕断的断裂压痕,标签纸以及扣手纸外围与标签本体之间设置有方便撕断的开合压痕。
6.作为本发明进一步的方案:标签本体包括基层一、设置在基层一上表面的离型层和设置在基层一下表面的粘接胶层。
7.作为本发明进一步的方案:基层一和粘接胶层之间设置有基层二,基层一和基层二胶接,基层二与粘接胶层胶接,离型层与基层一胶接。
8.作为本发明进一步的方案:基层一采用聚丙烯薄膜和聚酯薄膜胶接而成,且其总厚度为0.05mm-0.08mm;基层二为多孔纱线布,其厚度为0.1-0.2mm。
9.作为本发明进一步的方案:开合压痕中断裂槽的长度为2mm,断裂槽之间的距离为2.2mm,断裂压痕中断裂槽的长度为4mm,断裂槽之间的距离为4.4mm。
10.作为本发明进一步的方案:还包括有用于卷绕收纳标签本体的纸卷筒,标签本体卷绕收纳至纸卷筒外侧中部。
11.作为本发明进一步的方案:离型层包含如下重量份的原料制成:三乙醇胺20-30份,聚氯乙烯5-8份,硅油3-5份,聚四氟乙烯10-14份和活性稀释剂6-8份。
12.无离型纸标签的制备方法,包括如下步骤:
13.s101、将离型层的制备原料三乙醇胺、聚氯乙烯、硅油和聚四氟乙烯按照重量份进行混合,放入反应釜内,在温度140~180℃下进行4-5小时调配,形成离型剂;
14.s102、然后将重量份的活性稀释剂加入到反应釜中,加热到70-80℃,以20-30r/min的速率搅拌30min,然后将步骤s101中得到的离型剂加入到反应釜中,搅拌调和,然后加热脱水后,得到离型剂乳液;
15.s103、将得到离型剂乳液涂覆在基层一上表面得到离型层,将粘接胶涂覆至基层
一下表面得到粘接胶层,离型层和粘接胶层的涂覆厚度为0.05-0.08mm,涂覆后,采用0.3-0.5kn的力滚压压合,得到标签本体;
16.s104、然后在标签本体上冲压标签纸,冲压时,确保开合压痕中断裂槽的长度为2mm,断裂槽之间的距离为2.2mm,断裂压痕中断裂槽的长度为4mm,断裂槽之间的距离为4.4mm,然后将标签本体卷绕在纸卷筒上,完成对无离型纸标签的制备。
17.作为本发明进一步的方案:无离型纸标签的制备方法,包括如下步骤:
18.s101、将离型层的制备原料三乙醇胺、聚氯乙烯、硅油和聚四氟乙烯按照重量份进行混合,放入反应釜内,在温度140~180℃下进行4-5小时调配,形成离型剂;
19.s102、然后将重量份的活性稀释剂加入到反应釜中,加热到70-80℃,以20-30r/min的速率搅拌30min,然后将步骤s101中得到的离型剂加入到反应釜中,搅拌调和,然后加热脱水后,得到离型剂乳液;
20.s1031、将基层一和基层二放入滚压设备中,在基层一和基层二之间加入粘接胶,采用3-5kn对的力滚压压合,得到基层;
21.s1032、将步骤s102得到离型剂乳液涂覆在基层上表面得到离型层,将粘接胶涂覆至基层下表面得到粘接胶层,离型层和粘接胶层的涂覆厚度为0.05-0.08mm,涂覆后,采用0.3-0.5kn的力滚压压合,得到标签本体;
22.s104、然后在标签本体上冲压标签纸,冲压时,确保开合压痕中断裂槽的长度为2mm,断裂槽之间的距离为2.2mm,断裂压痕中断裂槽的长度为4mm,断裂槽之间的距离为4.4mm,然后将标签本体卷绕在纸卷筒上,完成对无离型纸标签的制备。
23.与现有技术相比,本发明的有益效果是:
24.1、本发明通过设置扣手纸,可以在撕下标签纸时,只需轻轻地在扣手纸处折弯,即可使扣手纸与标签本体分离开,沿着扣手纸将标签纸撕下,在完成粘接后,将扣手纸撕下即可,方便对标签纸进行撕下和粘接,并且在粘接过程中不用与标签纸上的粘接胶层接触,解决了现有的在粘接标签纸时,手部与粘接胶层接触,造成粘接胶层的黏度降低,粘接不便的问题,极其实用。
25.2、本发明中的基层二选用多孔纱线布,可以实现一侧的离型层渗透到基层一处,实现离型层与基层一和基层二的牢固接触,粘接力更强,同时采用涂刷滚压的方式进行生产,可以使得离型层能够充分的透过基层一融入到基层二内部,使其粘接的更加牢固,避免离型层脱落的问题。
附图说明
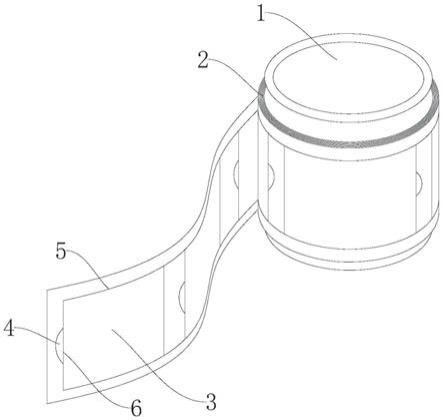
26.图1为本发明的结构示意图。
27.图2为本发明中标签本体在标签纸处的局部视图。
28.图3为本发明图2中a的局部放大图。
29.图4为本发明中标签本体的断面图。
30.图中:1、纸卷筒;2、标签本体;201、基层一;202、基层二;203、离型层;204、粘接胶层;3、标签纸;4、扣手纸;5、开合压痕;6、断裂压痕。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.请参阅图1~4,本发明实施例中,无离型纸标签,包括标签本体2,标签本体2上等间距间隔设置有标签纸3,标签纸3一侧设置有扣手纸4,扣手纸4与标签纸3之间设置有断裂压痕6,标签纸3以及扣手纸4外围与标签本体2之间设置有开合压痕5。
33.通过设置扣手纸4,可以在撕下标签纸3时,只需轻轻地在扣手纸4处折弯,即可使扣手纸4与标签本体2分离开,可以沿着扣手纸4将标签纸3撕下,在完成粘接后,将扣手纸4撕下即可,可以方便对标签纸3进行撕下和粘接,并且在粘接过程中不用与标签纸3上的粘接胶层204接触,解决了现有的在粘接标签纸3时,手部与粘接胶层204接触,造成粘接胶层204的黏度降低,粘接不便的问题,极其实用。
34.本实施例中,标签本体2包括基层一201、设置在基层一201上表面的离型层203和设置在基层一201下表面的粘接胶层204。
35.本实施例中,基层一201和粘接胶层204之间设置有基层二202,基层一201与基层二202胶接,基层二202与粘接胶层204胶接,离型层203与基层一201胶接。
36.本实施例中,基层一201采用聚丙烯薄膜和聚酯薄膜胶接而成,且其总厚度为0.05mm-0.08mm;基层二202为多孔纱线布,其厚度为0.1-0.2mm。基层二202选用多孔纱线布,可以实现一侧的离型层203渗透到基层一201处,实现离型层203与基层一201和基层二202的牢固接触,粘接力更强,避免在使用过程中,离型层203脱落的麻烦。
37.本实施例中,开合压痕5中断裂槽的长度为2mm,断裂槽之间的距离为2.2mm,断裂压痕6中断裂槽的长度为4mm,断裂槽之间的距离为4.4mm,可以在同等受力的情况下,开合压痕5线断裂,同时,在粘接后,可以方便将扣手纸4撕下。
38.本实施例中,还包括有用于卷绕收纳标签本体2的纸卷筒1,标签本体2卷绕收纳至纸卷筒1外侧中部。纸卷筒1方便标签本体2的收纳和使用。
39.本实施例中,离型层203包含如下重量份的原料制成:三乙醇胺20-30份,聚氯乙烯5-8份,硅油3-5份,聚四氟乙烯10-14份和活性稀释剂6-8份。
40.无离型纸标签的制备方法,包括如下步骤:
41.s101、将离型层203的制备原料三乙醇胺、聚氯乙烯、硅油和聚四氟乙烯按照重量份进行混合,放入反应釜内,在温度140~180℃下进行4-5小时调配,形成离型剂;
42.s102、然后将重量份的活性稀释剂加入到反应釜中,加热到70-80℃,以20-30r/min的速率搅拌30min,然后将步骤s101中得到的离型剂加入到反应釜中,搅拌调和,然后加热脱水后,得到离型剂乳液;
43.s103、将得到离型剂乳液涂覆在基层一201上表面得到离型层203,将粘接胶涂覆至基层一201下表面得到粘接胶层204,离型层203和粘接胶层204的涂覆厚度为0.05-0.08mm,涂覆后,采用0.3-0.5kn的力滚压压合,得到标签本体2;
44.s104、然后在标签本体2上冲压标签纸3,冲压时,确保开合压痕5中断裂槽的长度为2mm,断裂槽之间的距离为2.2mm,断裂压痕6中断裂槽的长度为4mm,断裂槽之间的距离为
4.4mm,然后将标签本体2卷绕在纸卷筒1上,完成对无离型纸标签的制备。
45.本作为另一种优先实施例,无离型纸标签的制备方法,包括如下步骤:
46.s101、将离型层203的制备原料三乙醇胺、聚氯乙烯、硅油和聚四氟乙烯按照重量份进行混合,放入反应釜内,在温度140~180℃下进行4-5小时调配,形成离型剂;
47.s102、然后将重量份的活性稀释剂加入到反应釜中,加热到70-80℃,以20-30r/min的速率搅拌30min,然后将步骤s101中得到的离型剂加入到反应釜中,搅拌调和,然后加热脱水后,得到离型剂乳液;
48.s1031、将基层一201和基层二202放入滚压设备中,在基层一201和基层二202之间加入粘接胶,采用3-5kn对的力滚压压合,得到基层;
49.s1032、将步骤s102得到离型剂乳液涂覆在基层上表面得到离型层203,将粘接胶涂覆至基层下表面得到粘接胶层204,离型层203和粘接胶层204的涂覆厚度为0.05-0.08mm,涂覆后,采用0.3-0.5kn的力滚压压合,得到标签本体2;
50.s104、然后在标签本体2上冲压标签纸3,冲压时,确保开合压痕5中断裂槽的长度为2mm,断裂槽之间的距离为2.2mm,断裂压痕6中断裂槽的长度为4mm,断裂槽之间的距离为4.4mm,然后将标签本体2卷绕在纸卷筒1上,完成对无离型纸标签的制备。
51.本实施例中,通过选用三乙醇胺、聚氯乙烯、硅油3-5、聚四氟乙烯和活性稀释剂制备离型层203,并且采用涂刷滚压的方式进行生产,可以使得离型层203能够充分的透过基层一201融入到基层二202内部,使其粘接的更加牢固,避免离型层203脱落的问题。
52.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。