1.本发明属于(近)零热膨胀点阵的3d打印技术领域,具体涉及一种铝微滴喷射/钛合金微杆交互沉积成形(近)零膨胀多胞结构的方法,即均匀铝微滴喷射与钛合金微杆交互沉积成形(近)零热膨胀点阵结构的3d打印方法。
背景技术:
2.在天基镜、卫星天线、光学拍摄系统等太空精密设备中,(近)零热膨胀系数材料或结构可在温度波动下保持较稳定的尺寸,从而减轻或避免由于冷热循环所导致的结构变形或破坏。在众多(近)零热膨胀材料中,双材料多胞结构是近些年来迅速发展的一种新型(近)零热膨胀超材料。此类超材料由两种热膨胀系数不同的材料按照一定的几何结构构成,通常为三角形或四边形,其双材料胞壁会在温度变化时,由热膨胀率不同而发生弹性弯曲或旋转变形,从而实现整体结构热膨胀系数可调。此类结构兼具热膨胀系数可调范围大、刚度质量比高等优势,应用前景广泛。
3.现阶段,在双材料点阵成形过程中,为实现热物理性质迥异材料间可靠连接,主要采用机械加工 装配方法制造可调热膨胀双材料点阵,即先加工出不同材料的单元,然后通过压嵌、销接、胶接、螺栓连接、钎焊等形式成形。由于传统制造方法制备点阵过程中,构成单元的尺寸误差、异质单元间的装配间隙等缺陷会导致多胞点阵装配困难,因而制约了可调热膨胀双材料点阵的结构及功能拓展。
4.为了更有效地制造可调热膨胀双材料点阵,增材制造方法被逐渐引入此类结构的制备。文献“wei k,xiao x,chen j,et al.additively manufactured bi-material metamaterial to program a wide range of thermal expansion[j].materials&design,2021,198:109343.”中,作者采用熔融沉积(fdm)增材制造方法打印,同时打印尼龙和聚乙烯醇(pva)两种材料,成形出可调热膨胀系数的二维四边形结构。该方法不需要粘接、焊接,使两种材料在打印过程中直接实现连接,从而获得预期热膨胀系数的双材料结构。然而,该方法制造的双材料结构为低熔点非金属材料构成的点阵,较难适用于航空航天等具有高温、高载荷工况的领域。
[0005]
文献“rafiee,m.,r.d.farahani and d.therriault,multi-material 3d and 4d printing:a survey.advanced science,2020.7(12):p.1902307.”和“s-l sing,huang s,goh g-d,et al.emerging metallic systems for additive manufacturing:in-situ alloying and multi-metal processing in laser powder bed fusion[j].progress in materials science,2021,119100795.”系统总结了双金属材料打印的研究现状,目前粉床熔融沉积、直接能量沉积、送粉烧结等多种3d打印技术正在探索熔点相近的双金属材料的交互打印,已初步实现熔点相近的双材料简单块体和点阵的打印。而针对于航空常用的铝/钛等热物性(熔点、导热率、热膨胀系数)差异大的双金属材料的打印,直接进行两种金属材料的打印难度大,且两种熔融态金属的直接结合容易造成孔洞、裂纹、成形尺寸误差等缺
陷,目前尚无法有效成形双金属(近)零热膨胀点阵。
[0006]
综上,目前仍需开发熔点差异较大的双金属材料3d打印方法,成形具有优异性能的双金属(近)零热膨胀点阵,特别是航空航天用的钛/铝合金双金属(近)零热膨胀点阵。
技术实现要素:
[0007]
本发明的目的在于解决现有尚无法有效成型热物性差异大的双金属(近)零热膨胀点阵的不足之处,而提供一种铝微滴喷射/钛合金微杆交互沉积成形(近)零膨胀多胞结构的方法。
[0008]
为实现上述目的,本发明所提供的技术解决方案是:
[0009]
一种铝微滴喷射/钛合金微杆交互沉积成形(近)零膨胀多胞结构的方法,其特殊之处在于,包括以下步骤:
[0010]
步骤1.根据均匀铝微滴喷射与钛合金微杆交互打印工艺特征,设计双材料(近)零热膨胀点阵的胞元结构,确定三角形胞元各条边的直径、三角形的内角角度及边长;
[0011]
按以下步骤进行设计:
[0012]
1.1匹配两种材料的打印分辨率,确定三角形胞元各条边的直径
[0013]
根据钛合金微杆的直径d1确定铝微滴直径dd,确保喷出的铝微滴直径不小于钛合金微杆的直径;
[0014]
1.2根据所需达到的近零膨胀要求,计算三角形胞元的内角角度
[0015]
根据拉伸型(近)零热膨胀三角形的设计原则,采用预设的三角形胞元热膨胀系数αh,确定出(近)零热膨胀三角形胞元的底角θ,θ为等腰三角形胞元斜边与底边垂线的夹角,0《θ《90
°
;
[0016][0017]
其中,α1为铝合金的热膨胀系数,α2为钛合金材料的热膨胀系数;
[0018]
1.3计算三角形胞元三条边的长度
[0019]
1.3.1根据步骤1.1确定的三角形胞元各条边的直径和步骤1.2确定的三角形胞元的内角角度,确定嵌入钛合金微杆的长度l1,为了防止钛合金微杆弯曲变形,需保证l1/d1≤10;
[0020]
1.3.2根据三角形胞元的斜边与底边的关系,求出铝合金底边长度l,l=2l1sinθ;
[0021]
1.4针对实际打印工况与最终功能实现工况要求的差异,考虑到(近)零热膨胀结构打印时整个结构处于高温(基板温度ts一般大于400℃)的环境中,而预期所要得到是常温t0=20~25℃下的(近)零热膨胀结构,因此需要对实际打印三角形胞元的边长及角度进行补偿调整,补偿t1=t
s-t0温度变化下两种材料的热膨胀长度,其中,ts为基板温度,t0为常温;
[0022]
在基板温度ts下,嵌入钛合金微杆的实际长度l1’
=l1(1 α2t1),定义该打印温度下(近)零热膨胀三角形的实际夹角为θ δθ,则根据三角形的几何关系,三角形底边实际打印长度l’=2l1(1 α2t1)sin(θ δθ),而又根据l’=2l1sinθ(1 α1t1),联立两式即可得到三角形实际所打印的夹角为:
[0023][0024]
如此,确定了高温ts的环境下计算得到的三角形胞元的实际边长l1’
、l’及夹角θ δθ,并按照补偿后的实际规划路径,进行后续打印;
[0025]
步骤2.基于步骤1设计的(近)零热膨胀点阵的胞元结构,通过均匀微滴的喷射,在基板上按照规划的轨迹,逐点、逐线、逐面地打印出铝合金底边结构;
[0026]
步骤3.按照步骤1设计的(近)零热膨胀点阵的胞元结构,将钛合金微杆放置于位于均匀微滴喷射3d打印设备基板上的步骤2打印的铝合金底边结构上;
[0027]
步骤4.采用均匀铝微滴喷射技术,向步骤3已定位的钛合金微杆上的两端钛/铝连接处(即钛合金微杆与铝合金底边结构的连接处,以及两个钛合金微杆接触处)沉积铝液滴,实现双金属材料的直接冶金结合,得到铝微滴喷射/钛合金微杆交互沉积成形(近)零膨胀多胞结构。
[0028]
进一步地,为了提升胞元结构的打印质量,步骤3中,在使用钛合金微杆前,需对钛合金微杆进行抛光,超声清洗,去除表面污垢及氧化皮。
[0029]
进一步地,还包括步骤5:打印完成后,进行热处理,消除铝微滴与嵌入钛杆件结合处的热应力。
[0030]
进一步地,在步骤2和步骤4中,调整均匀微滴喷射3d打印设备的加热基板和三维运动平台以调整基板温度ts(300℃~600℃)和打印步距w,其中,0《w《ds;w为两颗相邻铝液滴间的中心距,ds为单颗铝微滴在基板上沉积平衡态时的球冠或球缺的直径,确保相邻铝微滴间熔合效果及打印线路的均匀平整,确定铝合金底边结构最优工艺参数。
[0031]
进一步地,在均匀微滴喷射3d打印设备上,放置定位块,将打印胞元的基板装夹于定位块指定位置,然后定位块固定于加热基板上;移动三维运动平台至喷头底部5mm处,确定初始打印点的位置,在基板上按照规划轨迹移动三维运动平台打印铝合金底边结构。
[0032]
进一步地,步骤3具体为:
[0033]
将预处理后的钛合金微杆放置于铝合金底边结构上,使得两根钛杆一端分别与步骤2中打印的铝合金结构两端相接,另一端相互接触,共同与钛合金构成三角形。
[0034]
进一步地,步骤4具体为:
[0035]
根据定位装置将已经嵌入钛合金微杆的铝合金结构再次放置于初始装夹位置,以原设定的初始点作为定位原点,在钛/铝连接位置进行铝微滴沉积,实现铝合金结构与钛合金微杆的直接冶金结合,得到铝微滴喷射/钛合金微杆交互沉积成形(近)零膨胀多胞结构。
[0036]
进一步地,步骤1)设计时,可结合均匀铝微滴喷射与钛合金微杆交互打印工艺特征,设计(近)零热膨胀点阵结构。
[0037]
进一步地,步骤2打印时,将设计的(近)零热膨胀点阵结构中的铝合金底边结构依次打印;然后重复步骤3和步骤4,完成(近)零热膨胀点阵结构整体打印。
[0038]
本发明的优点是:
[0039]
1.目前激光、铺粉3d打印,将固体直接嵌入的难度比较大,而本发明通过铝微滴喷射与钛合金杆件交互沉积成形出(近)零热膨胀点阵胞元,在铝微滴打印过程中,实现钛合金单元的定制化嵌入,可解决两种热物性(熔点、热导率、收缩率)差异大的金属材料难以直接在熔融状态下交互沉积成形的难题(成形件成形精度难以控制,易产生裂纹、孔洞等,尤
其时铝合金熔滴与钛合金熔滴接触即挥发的现象),为航天航空用轻量化近(零)热膨胀点阵的成形提供新方法,实现双金属材料(近)零热膨胀点阵的增材制造。
[0040]
2.本发明铝熔滴在异质钛金属杆件表面浸润铺展,产生金属化合物层并产生钉扎结合,避免了配合间隙等对点阵热膨胀性能的影响。
[0041]
3.本发明建立的(近)零热膨胀点阵高温状态下成形时尺寸调整模型,为采用该种方法对此类零件的打印提供了必要的参数计算依据。
[0042]
4.本发明通过采用此种打印方法按照线性等几何排布双材料胞元,即可实现复杂形状点阵结构的成形。
附图说明
[0043]
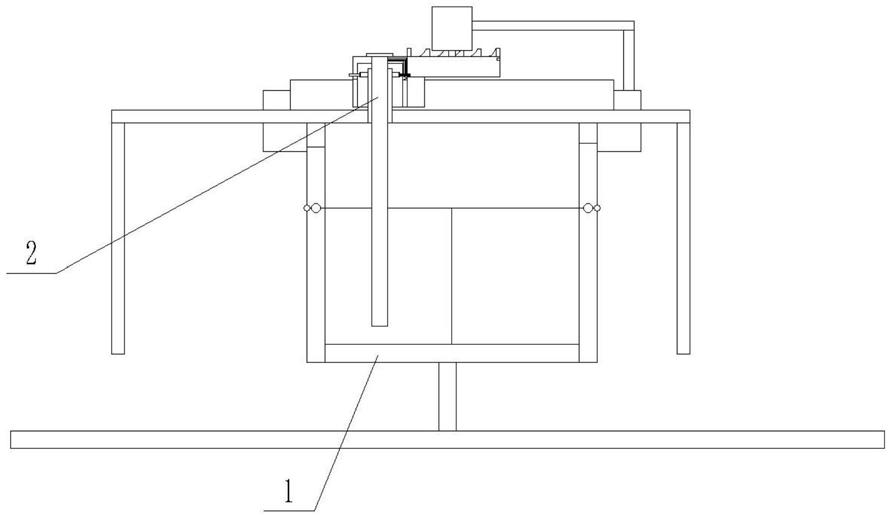
图1为均匀铝微滴打印(近)零热膨胀结构的装置示意图;
[0044]
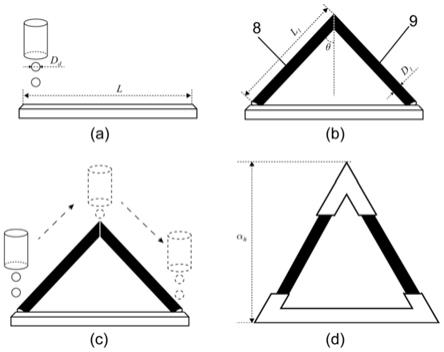
图2为铝微滴与钛合金微杆交互打印(近)零热膨胀三角形示意图;其中,(a)铝合金结构的打印;(b)钛合金杆件的嵌入;(c)铝微滴在钛/铝连接处打印;(d)最终获得的铝/钛双金属(近)零热膨胀三角形胞元;
[0045]
图3为(近)零热膨胀胞元线性扩展形成(近)零热膨胀点阵结构示意图;(a)点阵结构中所有胞元铝合金结构的打印;(b)点阵结构中所有胞元钛合金杆件的嵌入;(c)铝微滴在点阵结构中所有胞元的钛/铝连接处打印;(d)最终获得的铝/钛双金属(近)零热膨胀三角形多胞点阵。
[0046]
附图标号为:
[0047]
1-均匀铝微滴喷头;2-加热炉;3-均匀铝微滴;4-基板;5-定位块;6-加热基板;7-三维运动平台;8-嵌入钛杆件;9-嵌入钛杆件。
具体实施方式
[0048]
以下结合附图和具体实施例对本发明的内容作进一步的详细描述:
[0049]
实施例1:
[0050]
铸铝104/纯钛双金属材料(近)零热膨胀三角形胞元的制备,使用如图1所示的现有的均匀微滴喷射3d打印设备,包括以下步骤:
[0051]
1.准备钛合金微杆
[0052]
采用砂纸对于要嵌入的钛合金微杆进行抛光,并利用酒精清洗,去除表面污垢及氧化皮。
[0053]
2.匹配两种材料的打印分辨率,确定三角形胞元各条边的直径。根据嵌入钛杆件的直径d1确定微滴直径dd,以保证两种材料的最小特征尺寸基本相同
[0054]
本实施例中确定嵌入的钛棒杆件直径为d1=500μm,保证喷出的铝微滴直径要不小于嵌入钛杆件的直径,也即液滴直径在dd=500μm左右。
[0055]
3.根据选用的zl104铝合金材料热膨胀系数α1=24
×
10-6
/℃,钛棒的热膨胀系数为α2=11
×
10-6
/℃;当设计要求保证三角形胞元的热膨胀系数αh《5
×
10-6
/℃,根据公式可以求得θ》34
°
即可满足设计要求,这里取θ=40
°
。
[0056]
4.根据所设计的三角形胞元结构的几何尺寸(直径和内角角度),确定钛合金微杆
(又称嵌入钛杆件)的长度l1,为使嵌入钛杆件具有一定的刚度,要保证l1/d1≤10;因此,这里确定杆件长度l1=5mm;随后再根据三角形胞元的斜边与底边的关系求得底边长度l=2l1sinθ=6.4mm。
[0057]
5.确定均匀微滴打印铝合金结构的最优工艺参数
[0058]
控制加热基板6和三维运动平台7以调整基板温度ts(300℃~600℃)和打印步距w(两颗相邻铝液滴间的中心距,0~ds,ds为单颗铝微滴在基板上沉积平衡态时的球冠(或球缺)直径),保证相邻铝微滴间良好的熔合及打印线路精确的尺寸精度,实现线路的平整打印。
[0059]
6.当(近)零热膨胀结构打印时,整个结构处于高温ts=500℃的环境,而预期所要得到是常温t0=20℃下的(近)零热膨胀结构,这需要对实际打印三角形的边长及角度进行调整,补偿t1=t
s-t0=480℃温度变化下两种材料的热膨胀长度。
[0060]
在基板温度ts=500℃下,嵌入钛杆件的实际长度l1’
=l1(1 α2t1)=5.03mm。根据公式sin(θ δθ)=sinθ(1 α1t1)/(1 α2t1),可计算得到该打印温度下(近)零热膨胀三角形的实际夹角为θ δθ=40.3
°
。此外三角形底边的实际打印长度经计算为l’=2l1(1 α2t1)sin(θ δθ)=6.5mm。
[0061]
7.根据高温ts的环境下计算得到的三角形胞元的实际边长l1’
、l’及夹角θ δθ,规划打印轨迹,进行(近)零热膨胀三角形胞元的打印。
[0062]
参照图2:(a)打印铝合金结构。首先放置定位块5,将打印胞元的基板4装夹于定位块5的特定位置,定位块5固定于加热基板6上;移动三维运动平台7至喷头1底部5mm处,确定初始打印点的位置,在基板上按照设定的轨迹移动三维运动平台7实现双材料结构铝合金部分的打印;(b)放置钛合金微杆嵌入单元;从喷头1底部移出已打印的结构,利用自动化机构(也可以采用手工方式)将已经选好的嵌入钛杆件8和嵌入钛杆件9放置于特定的位置;(c)铝微滴打印双材料的连接位置,实现钛/铝的直接可靠连接;根据定位装置将已经嵌入钛杆件的铝合金结构重新放置于初始装夹位置,以原设定的初始点作为定位原点,在钛/铝连接位置进行铝微滴沉积,实现铝合金结构与钛微杆的直接冶金结合,最终完成铝/钛双材料(近)零热膨胀三角形胞元的打印。
[0063]
8.在完成样件打印后,对样件整体进行热处理,消除铝微滴与嵌入钛杆件结合处的热应力。
[0064]
实施例2:
[0065]
铸铝104/纯钛双金属材料(近)零热膨胀三角形点阵结构的制备,包括以下步骤:
[0066]
参照图3为实施例1中具有(近)零热膨胀性质的三角形胞元通过线性阵列所获得的(近)零热膨胀点阵结构。具体打印细节参照实施例1,与胞元打印相比,不同之处在于对于多胞元点阵结构的打印,需要在打印轨迹规划时,将整个点阵结构作为一个整体。将整个点阵分为多胞中铝合金结构打印、钛合金微杆的嵌入、均匀铝微滴沉积实现铝/钛连接三个步骤进行,而不是以单个胞元逐一打印而形成最终的点阵结构,如图3所示的顺序:(a)点阵结构中所有胞元铝合金结构的打印;(b)点阵结构中所有胞元钛合金杆件的嵌入;(c)铝微滴在点阵结构中所有胞元的钛/铝连接处打印;(d)最终获得的铝/钛双金属(近)零热膨胀三角形多胞点阵。采用该方法可以避免逐个胞元打印时相邻胞元连接处易产生的过堆积及孔隙缺陷,且可按照任何几何排布特征进行扩充,以期得到面向不同应用场景可定制化的
点阵结构。
[0067]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明公开的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。