1.本发明涉及一种铸铝件加工用定型装置及其使用方法,属于铸铝件定型装置领域。
背景技术:
2.目前市面上的铸铝件在定型时,大都将液化的金属直接导入模具内,待金属冷却后将金属取出,然后再进行抛光等后续处理,非常麻烦,而且当金属上需要留有孔时,不同位置的孔需要使用不同的模具,即为浪费资源,因此有必要改进。
技术实现要素:
3.本发明的目的是为解决背景技术中存在的上述问题,提供一种铸铝件加工用定型装置及其使用方法。
4.本发明实现上述目的,采取的技术方案如下:
5.一种铸铝件加工用定型装置,包括成型装置和调节装置;所述成型装置包括底座、支杆、底板、两个活动板、两个固定板、转动环、锁扣和锁舌;所述底座的上端固定连接有支杆,支杆的上端固定连接有底板;所述底板的外圆面上设有螺纹;所述转动环上设有两个对称的豁口;所述活动板铰接在转动环的下端,活动板上还铰接有固定板,固定板与转动环上的豁口滑动配合,且固定板与活动板连接处的铰链上设有卷簧;所述活动板的内圆面底端还设有螺纹,活动板的外圆面上还固定连接有锁扣和锁舌,两个连接板上的锁扣、锁舌相互配合,且两个活动板通过锁扣、锁舌连接到一起后,活动板内圆面上的螺纹与底板螺纹配合;所述调节装置设置在转动环的上端。
6.一种铸铝件加工用定型装置的使用方法:
7.步骤一:根据工件的内孔深度和位置通过限位杆和限制装置调节杆的位置;
8.步骤二:向底板、两个活动板、两个固定板、转动环围成的空间内注入液化金属;
9.步骤三:将盖ⅰ通过螺纹盖在转动环上;
10.步骤四:待冷却后,通过转盘将杆取出,然后打开盖ⅰ;
11.步骤五:打开锁扣、锁舌将转动环移动至底板所在的高度,然后使两个固定板将工件夹住,便于打磨。
12.与现有技术相比,本发明的有益效果是:本发明不仅能使液态金属成型,而且可以根据工件上孔的深度和位置调节杆的位置,进而使本发明能加工工件上不同位置的孔,节约资源,同时本发明还可以通过固定板将成型后的金属夹住,便于直接打磨、抛光表面,使功金属工件不需要移动至夹具上再抛光,节约工序,节省时间。
附图说明
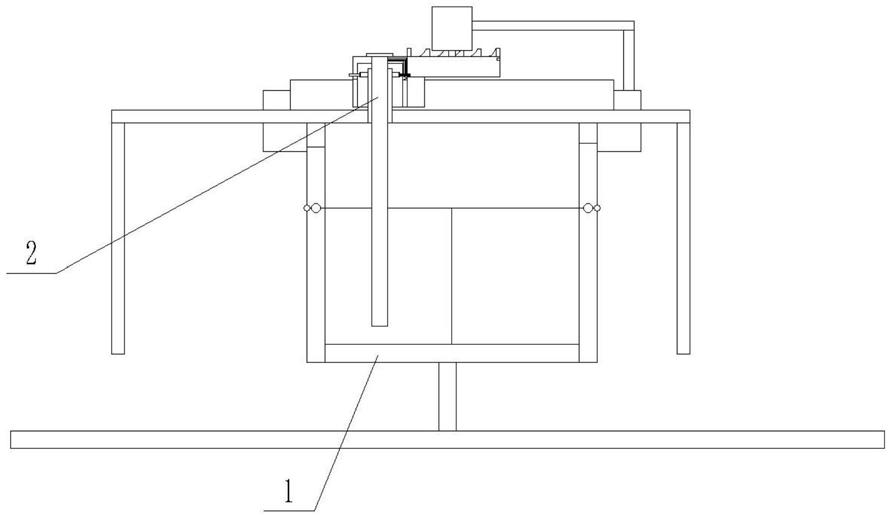
13.图1是本发明的一种铸铝件加工用定型装置的主视图;
14.图2是本发明的一种铸铝件加工用定型装置的成型装置的主视图;
15.图3是本发明的一种铸铝件加工用定型装置的活动板俯视图;
16.图4是本发明的一种铸铝件加工用定型装置的活动板侧视图;
17.图5是本发明的一种铸铝件加工用定型装置的转动环侧视图;
18.图6是本发明的一种铸铝件加工用定型装置的调节装置的主视图;
19.图7是本发明的一种铸铝件加工用定型装置的定位装置的主视图;
20.图8是本发明的一种铸铝件加工用定型装置的盖ⅰ的仰视图;
21.图9是本发明的一种铸铝件加工用定型装置的控制装置的主视图;
22.图10是本发明的一种铸铝件加工用定型装置的外壳的主视图;
23.图11是本发明的一种铸铝件加工用定型装置的外壳的俯视图;
24.图12是本发明的一种铸铝件加工用定型装置的限制装置的主视图;
25.图13是本发明的一种铸铝件加工用定型装置的套筒的侧视图;
26.图14是本发明的一种铸铝件加工用定型装置的传动装置的主视图;
27.图15是本发明的一种铸铝件加工用定型装置的盖ⅱ的俯视图。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是发明的一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.具体实施方式一:如图1-15所示,本实施方式记载了一种铸铝件加工用定型装置,包括成型装置1和调节装置2;所述成型装置1包括底座11、支杆12、底板13、两个活动板14、两个固定板15、转动环16、锁扣17和锁舌18;所述底座11的上端固定连接有支杆12,支杆12的上端固定连接有底板13;所述底板13的外圆面上设有螺纹;所述转动环16上设有两个对称的豁口;所述活动板14铰接在转动环16的下端,活动板14上还铰接有固定板15,固定板15与转动环16上的豁口滑动配合,且固定板15与活动板14连接处的铰链上设有卷簧;所述活动板14的内圆面底端还设有螺纹,活动板14的外圆面上还固定连接有锁扣17和锁舌18,两个连接板14上的锁扣17、锁舌18相互配合,且两个活动板14通过锁扣17、锁舌18连接到一起后,活动板14内圆面上的螺纹与底板13螺纹配合;所述调节装置2设置在转动环16的上端。当金属成型后,可以通过固定板15将金属夹住,进而便于进行打磨、抛光。
30.具体实施方式二:如图1-15所示,本实施方式是对具体实施方式一作出的进一步说明,所述调节装置2包括定位装置21和控制装置22;所述定位装置21设置在转动环16的上端,定位装置21上还设有控制装置22。
31.具体实施方式三:如图1-15所示,本实施方式是对具体实施方式一作出的进一步说明,所述定位装置21包括两个导热杆211、两个限位杆212、盖ⅰ213、盖ⅱ214、电机支架216、电机217、转盘218和多个限位块219;所述盖ⅰ213上设有横向贯穿盖ⅰ213的滑槽,滑槽与盖ⅰ213的内部连通;所述两个限位杆212与滑槽滑动配合,且两个限位杆212露出在盖ⅰ213外部的一端固定连接有对应的导热杆211,盖ⅰ213的上端还设有圆槽;所述盖ⅱ214通过轴承连接在盖ⅰ213上端的圆槽内,且盖ⅱ214上设有竖向贯穿盖ⅱ214的弧形槽215;所述电机支架216固定连接在盖ⅰ213的上端,电机支架216上还通过螺栓固定连接有电机217;所述
电机217的输出轴上固定连接有转盘218,转盘218的外圆面上设有螺旋槽2110,且在转盘218的上端圆周均布有多个限位块219;每个所述限位块219的一端设为斜面,另一端与转盘218的上端面垂直。限位杆212的作用是与导热杆211连接,便于加快液态金属降温定型。
32.具体实施方式四:如图1-15所示,本实施方式是对具体实施方式一作出的进一步说明,所述控制装置22包括壳体221、限制装置223、矩形筒224、杆225、顶板226和传动装置227;所述壳体221的两侧对称设有通孔222,壳体221内部设置有杆225、矩形筒224和限制装置223;所述限制装置223与通孔222滑动配合;所述杆225的顶端固定连接有顶板226;所述传动装置227与限制装置223配合;所述矩形筒224与盖ⅰ213上的滑槽滑动配合,且矩形筒224的两端分别与两个限位杆212固定连接;所述杆225与矩形筒224滑动配合。
33.具体实施方式五:如图1-15所示,本实施方式是对具体实施方式一作出的进一步说明,所述壳体221包括外壳主体2211和弧形板2214;所述外壳主体2211的顶端设有滑孔2212,杆225与滑孔2212滑动配合,且外壳主体2211的内部还设有l形滑道ⅰ2213,l形滑道ⅰ2213的一端与滑孔2212连接,l形滑道ⅰ2213的另一端与一个通孔222连通;所述弧形板2214固定连接在外壳主体2211上设有l形滑道ⅰ2213的一侧;所述外壳主体2211、弧形板2214与弧形槽215滑动配合,弧形板2214与转盘218外圆面的弧度相同。弧形板2214的作用是,防止外壳主体2211脱离弧形槽215时,转盘218转动带动外壳主体2211晃动,影响使用,弧形板2214套在转盘2218的外圆面上,可以有效防止外壳主体2211晃动。
34.具体实施方式六:如图1-15所示,本实施方式是对具体实施方式一作出的进一步说明,所述限制装置223包括连接圆环2231、拉杆2232、滑杆2233、套筒2235和弹簧ⅰ2237;所述连接圆环2231的外圆面上对称固定连接有拉杆2232和滑杆2233;所述套筒2235与滑杆2233滑动配合,套筒2235的外圆面上端设有滑道ⅱ2234,套筒2235的外圆面下端设有滑道ⅲ2236;所述滑杆2233的下端还固定连接有弹簧ⅰ2237;所述拉杆2232与通孔222滑动配合,滑杆2233、套筒2235与设有滑道ⅰ2213一侧的通孔222滑动配合;所述弹簧ⅰ2237的下端固定连接在通孔222内;所述套筒2235与螺旋槽2110滑动配合。拉杆2232拉动时,可以使连接圆环2231、滑杆2233、套筒2235整体拉杆2232的方向移动,进而便于使套筒2235越过螺旋槽2110直接移动至转盘218的侧面,便于杆225回到原位置。
35.具体实施方式七:如图1-15所示,本实施方式是对具体实施方式一作出的进一步说明,所述套筒2235移动至转盘218上端后,套筒2235与多个限位块219接触式滑动配合,且套筒2235先接触限位块219设有斜面的一端。
36.具体实施方式八:如图1-15所示,本实施方式是对具体实施方式一作出的进一步说明,所述传动装置227包括推杆2271、转杆2272、轴2273和弹簧ⅱ2274;所述推杆2271设置在l形的滑道ⅰ2213的竖直端内,且推杆2271与滑道ⅱ2234滑动配合;所述转杆2272通过轴2273活动连接在l形的滑道ⅰ2213的水平端内,且靠近滑孔2212的一侧下端还规定连接有弹簧ⅱ2274,弹簧ⅱ2274的下端固定连接在滑道ⅰ2213的内壁上。
37.具体实施方式九:如图1-15所示,本实施方式是对具体实施方式一作出的进一步说明,所述转杆2272处于倾斜状态时,转杆2272与杆225之间留有空隙,转杆2272处于水平状态时,转杆2272与杆225紧密接触,且弹簧ⅱ2274始终处于原长状态。
38.具体实施方式十:如图1-15所示,本实施方式记载了一种铸铝件加工用定型装置的使用方法,所述使用方法包括以下步骤:
39.步骤一:根据工件的内孔深度和位置通过限位杆212和限制装置223调节杆225的位置;
40.步骤二:向底板13、两个活动板14、两个固定板15、转动环16围成的空间内注入液化金属;
41.步骤三:将盖ⅰ213通过螺纹盖在转动环16上;
42.步骤四:待冷却后,通过转盘218将杆225取出,然后打开盖ⅰ213;
43.步骤五:打开锁扣17、锁舌18将转动环16移动至底板13所在的高度,然后使两个固定板15将工件夹住,便于打磨。
44.本发明的工作原理是:使用本发明时,当需要根据工件的孔深度和位置调节杆225的位置时,转动盖ⅱ214,由于盖ⅱ214上设有弧形槽215,且外壳221与弧形槽215滑动配合,杆225与滑孔2212滑动配合,因此转动盖ⅱ214时,盖ⅱ214会带动弧形槽215内的外壳221移动,由于杆225与滑孔2212滑动配合,杆225还与矩形筒224滑动配合,因此外壳221移动还通过杆225带动矩形筒224移动,矩形筒224位于滑槽内,因此矩形筒224会沿着滑槽滑动,盖ⅱ214转动时,盖ⅱ214通过弧形槽215推动矩形筒224在滑槽内向远离或者靠近圆心的方向移动,进而带动杆225移动,完成位置调节;当需要调节杆225的预设深度时,推动限制装置223上的推杆2232,拉杆2232带动连接环2231运动进而带动滑杆2233、套筒2235移动,使套筒2235插入转盘218的螺旋槽2110内,然后启动电机217,电机217带动转盘218转动,转盘218通过螺旋槽2110带动套筒2235向上移动,套筒2235向上移动拉伸弹簧ⅰ2237并且推动推杆2271向上移动,推杆2271带动转杆2272的一端向上移动,另一端向下移动,使转杆2272处于水平状态,且转杆2272紧靠在杆225的侧面,增大摩擦力,套筒2235接触到通孔222的上端面后,套筒2235继续向上移动带动外壳221向上移动,外壳221通过转杆2272给与杆225的摩擦力带动杆225向上移动,当套筒2235移动至转盘218的上端后,转盘218继续转动,套筒2235先接触到限位块219的斜面,沿着限位块219的斜面向上移动至限位块219的最高点,然后脱离限位块219时再次掉落至转盘218的上端面上,在此过程中,沿着斜面向上移动时,由于杆225、外壳221的重量,使套筒2235仍旧紧靠在通孔222的上端面上,即通过转杆2272将杆225夹住,当套筒2235从最高点向下坠落时,在弹簧ⅰ2237的作用下套筒2235向下移动,转杆2272在弹簧ⅱ2274的作用下向倾斜状态移动,由于杆225与矩形筒224之间的摩擦力限制,使杆225与外壳221在向下坠落的过程中相对运动,即外壳221下坠速度快,杆225下坠速度慢,当套筒2235重新与转盘218上端面接触后,套筒2235再次与通孔222的上端面接触,使转杆2272将杆225夹住,如此循环,使杆225不断向上运动,完成调节;
45.向底板13、两个活动板14、两个固定板15、转动环16围成的空间内注入液化金属;将盖ⅰ213通过螺纹盖在转动环16上;
46.待冷却后,再次启动电机217,带动转盘218转动,进而通过上述操作方式将杆225取出,然后取下盖ⅰ213;
47.打开锁扣17、锁舌18,向下推动转动环16,使转动环16移动至底板13所在的高度,向下移动的过程中,活动板14与底座11接触,然后将活动板14向远离底板13的方向推动,由于活动板14与固定板15之间连接的铰链处设有卷簧,因此向远离底板13的方向推动活动板14后,两个固定板15在卷簧的作用下向工件方向移动,进而将工件夹住,工人使用打磨机直接打磨即可,便于打磨。
48.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的装体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同条件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
49.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。