1.本发明涉及物料传送技术领域,具体为一种自动化手机精准贴膜的物料传送装置。
背景技术:
2.手机贴膜是可用于装裱手机机身表面、屏幕及其他有形物体的一种冷裱膜。根据贴膜装裱的原理可分为:背胶贴膜,静电贴膜等等,其实手机贴膜不仅只限于装裱手机,此外还可以装裱mp3、mp4、电脑屏幕、鼠标、音箱及任何需做保护的实体物品,因其最初广泛用于手机的美容,因此而得名“手机贴膜”,因通过手机贴膜装裱后的手机可以焕然一新、光亮夺目,不仅可以起到旧机翻新的效果,而且可以防水、防止灰尘进入键盘、屏幕,起到保护的作用,因此人们又俗称其为手机美容膜、手机保护膜。
3.而现如今的手机出厂保护膜的精贴设备,在手机传送的方式上,处于一种非常不合理的情况,而且保护膜基膜的传送方式,以及配合贴膜的过程均不能够相互穿插,尤其是传送时无法做到直接在传送的过程中对下方的手机进行直接的贴附处理,传送的功能单一,工艺流程的步骤之间只通过传送带进行过渡,这种方式非常容易出现传送带间隙出现漏料的情况,且物料位置上会出现偏差。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种自动化手机精准贴膜的物料传送装置,解决了现如今的手机出厂保护膜的精贴设备,在手机传送的方式上,处于一种非常不合理的情况,工艺流程的步骤之间只通过传送带进行过渡,这种方式非常容易出现传送带间隙出现漏料的情况,且物料位置上会出现偏差的情况。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种自动化手机精准贴膜的物料传送装置,包括工作台,所述工作台上端表面转动安装有手机分装盘,所述手机分装盘上端表面分别等距安装有若干组手机分装槽,每组所述手机分装槽有两个,所述手机分装盘中间设置有分装下料组件,所述分装下料组件上端表面固定安装有控制天线,所述工作台下端表面且位于手机分装盘正下方固定安装有分装组件,所述工作台上端表面且位于手机分装盘一侧固定安装有电动滑轨,所述电动滑轨上端滑动安装有贴膜组件安装板,所述贴膜组件安装板上端转动安装有废料盘和机膜盘,所述工作台上端表面且位于机膜盘固定安装有手机贴膜台,所述工作台下端固定连接有若干工作台支腿。
8.作为优选的,所述手机贴膜台上活动设置有传动带,所述传动带套设在工作台上且下端设置有传送带驱动组件,所述传送带驱动组件固定安装在工作台下端表面,所述传送带驱动组件包括:驱动组件背板、驱动电机、驱动皮辊和绷紧皮辊,所述驱动组件背板后端表面固定安装有驱动电机。
9.作为优选的,所述驱动电机的输出端贯穿驱动组件背板且其端部同轴固定连接有驱动皮辊,所述驱动组件背板前端表现且位于驱动皮辊两侧转动安装有两个绷紧皮辊,所述传动带从其中一个绷紧皮辊下端绕过驱动皮辊上端并从另一个绷紧皮辊下方绕出。
10.作为优选的,所述分装下料组件包括:下料组件外壳、电动推杆、手机下料框架和框架滑槽,所述下料组件外壳下端开设有两个框架滑槽,所述下料组件外壳后端内壁上固定安装有两个电动推杆,且两个所述电动推杆平行水平面设置,两个所述电动推杆的输出端固定连接有手机下料框架。
11.作为优选的,所述手机下料框架下端分别穿过两个框架滑槽,且所述手机下料框架两侧下端分别固定连接有两个校准块,每个所述校准块均与手机分装槽水平设置,两个所述校准块前端分别固定安装有两个手机推板。
12.作为优选的,所述贴膜组件包括:贴膜组件外壳、贴膜推杆安装板、推杆安装块和贴膜推杆,所述贴膜组件外壳固定安装在贴膜组件安装板上端表面,所述贴膜组件外壳底端内壁上一体化固定连接有贴膜推杆安装板,所述贴膜推杆安装板上端转动安装有推杆安装块,所述推杆安装块前端固定安装有贴膜推杆,所述贴膜推杆的输出端固定连接有输出端连接块,所述输出端连接块转动安装在两个连接块安装板之间,两个所述连接块安装板均固定安装在贴膜推杆上端,所述贴膜推杆转动安装在贴膜组件外壳下端内壁上。
13.作为优选的,所述分装组件包括:分装组件底板、分装限位台、下料组件固定柱和分装限位槽,所述分装组件底板上端表面一体化固定连接有分装限位台,所述分装限位台上端等距开设有若干分装限位槽,所述分装组件底板上端表面中心固定连接有与其表面垂直的下料组件固定柱。
14.作为优选的,所述下料组件固定柱上端与固定连接在下料组件外壳下端表面,所述下料组件固定柱上转动套设有花键轴筒,所述花键轴筒上滑动套设有花键轴套,所述花键轴套下端同轴固定连接有轴筒齿轮。
15.作为优选的,所述花键轴套侧面一体化固定连接有限位杆,且所述限位杆静止时处于分装限位槽内,所述分装限位台侧面开设有齿轮盘槽,所述分装组件底板上端表面且位于齿轮盘槽内转动贯穿有齿轮盘驱动轴,所述齿轮盘驱动轴上端固定连接有直角齿轮盘,所述直角齿轮盘与轴筒齿轮啮合连接,所述轴筒齿轮的厚度超过轴筒齿轮移动的距离。
16.作为优选的,所述齿轮盘驱动轴下端同轴固定连接有分装转盘,所述分装转盘上转动套设有分装驱动皮带,所述分装驱动皮带的另一端套设有分装驱动转盘,所述分装驱动转盘同轴固定连接在分装电机的输出轴上,所述分装电机固定安装在工作台下端表面。
17.(三)有益效果
18.本发明提供了一种自动化手机精准贴膜的物料传送装置。具备以下有益效果:
19.本方案通过上述背景技术中提出的现如今的手机出厂保护膜的精贴设备,在手机传送的方式上,处于一种非常不合理的情况,工艺流程的步骤之间只通过传送带进行过渡,这种方式非常容易出现传送带间隙出现漏料的情况,且物料位置上会出现偏差的情况,本方案通过工作台上端表面的转动的手机分装盘,通过其下端的分装电机带动分装驱动转盘旋转,并通过分装驱动转盘带动分装驱动皮带联动分装转盘旋转,从而能够带动其上端内部的齿轮盘驱动轴旋转,从而带动直角齿轮盘旋转,通过其与轴筒齿轮啮合,因为直角齿轮盘的齿牙只有四分之一圈,在其旋转啮合时,指挥旋转四分之一圈,而在轴筒齿轮旋转时,
带动上端的花键轴套一起旋转,从而使限位杆沿着分装限位台上端表面滑动,由于分装限位台上端开设有四个等距的分装限位槽,再直角齿轮盘的齿牙啮合完后,则会陷入分装限位槽内,实现限定位置的效果;
20.而通过下料组件固定柱上端固定的分装下料组件中的电动推杆推动前端的手机下料框架向前移动,并下端的校准块向前移动,使手机推板推动手机至传动带上表面,并在轴筒齿轮与直角齿轮盘再次啮合时收回;
21.而本方案中通过在废料盘和机膜盘之间设置的贴膜推杆推动贴膜推杆间歇式往返运动,从而能够带保护膜基膜传送的同时对下方的手机进行贴附,加强了传送结构的功能性以及实用性。
附图说明
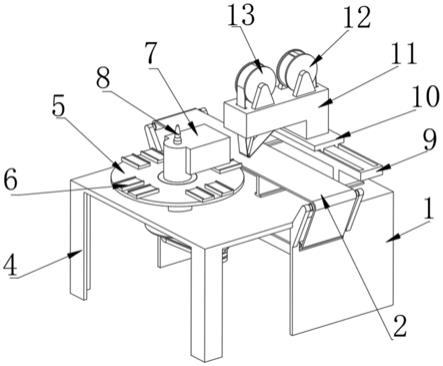
22.图1为本发明的整体结构示意图;
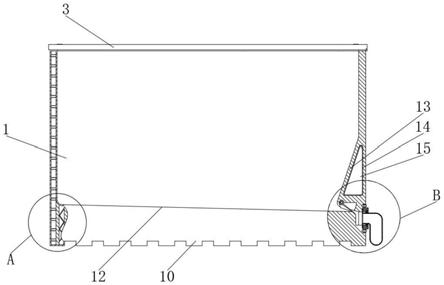
23.图2为本发明的正视结构示意图;
24.图3为本发明图2中a-a处的剖面结构示意图;
25.图4为本发明图3中a处的放大结构示意图;
26.图5为本发明的仰视结构示意图;
27.图6为本发明中分装组件的结构示意图;
28.图7为本发明中分装组件的俯视结构示意图;
29.图8为本发明中传送带驱动组件的结构示意图;
30.图9为本发明中分装下料组件的结构示意图。
31.其中,1、工作台;2、传动带;3、传送带驱动组件;301、驱动组件背板;302、驱动电机;303、驱动皮辊;304、绷紧皮辊;4、工作台支腿;5、手机分装盘;6、手机分装槽;7、分装下料组件;701、下料组件外壳;702、电动推杆;703、手机下料框架;704、框架滑槽;705、校准块;706、手机推板;8、控制天线;9、电动滑轨;10、贴膜组件安装板;11、贴膜组件;1101、贴膜组件外壳;1102、贴膜推杆安装板;1103、推杆安装块;1104、贴膜推杆;1105、输出端连接块;1106、连接块安装板;1107、贴膜推杆;12、废料盘;13、机膜盘;14、手机贴膜台;15、分装组件;1501、分装组件底板;1502、分装限位台;1503、下料组件固定柱;1504、分装限位槽;1505、花键轴筒;1506、轴筒齿轮;1507、花键轴套;1508、限位杆;1509、直角齿轮盘;1510、齿轮盘槽;1511、齿轮盘驱动轴;16、分装转盘;17、分装驱动皮带;18、分装驱动转盘;19、分装电机。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.实施例:
34.如图1-9所示,本发明实施例提供一种自动化手机精准贴膜的物料传送装置,包括工作台1,所述工作台1上端表面转动安装有手机分装盘5,所述手机分装盘5上端表面分别
等距安装有若干组手机分装槽6,每组所述手机分装槽6有两个,所述手机分装盘5中间设置有分装下料组件7,所述分装下料组件7上端表面固定安装有控制天线8,所述工作台1下端表面且位于手机分装盘5正下方固定安装有分装组件15,所述工作台1上端表面且位于手机分装盘5一侧固定安装有电动滑轨9,所述电动滑轨9上端滑动安装有贴膜组件安装板10,所述贴膜组件安装板10上端转动安装有废料盘12和机膜盘13,所述工作台1上端表面且位于机膜盘13固定安装有手机贴膜台14,所述工作台1下端固定连接有若干工作台支腿4。
35.通过上述的技术方案,通过工作台1上端表面的转动的手机分装盘5,通过其下端的分装电机19带动分装驱动转盘18旋转,并通过分装驱动转盘18带动分装驱动皮带17联动分装转盘16旋转,从而能够带动其上端内部的齿轮盘驱动轴1511旋转,从而带动直角齿轮盘1509旋转,通过其与轴筒齿轮1506啮合,因为直角齿轮盘1509的齿牙只有四分之一圈,在其旋转啮合时,指挥旋转四分之一圈,而在轴筒齿轮1506旋转时,带动上端的花键轴套1507一起旋转,从而使限位杆1508沿着分装限位台1502上端表面滑动,由于分装限位台1502上端开设有四个等距的分装限位槽1504,再直角齿轮盘1509的齿牙啮合完后,则会陷入分装限位槽1504内,实现限定位置的效果;而通过下料组件固定柱1503上端固定的分装下料组件7中的电动推杆702推动前端的手机下料框架703向前移动,并下端的校准块705向前移动,使手机推板706推动手机至传动带2上表面,并在轴筒齿轮1506与直角齿轮盘1509再次啮合时收回;通过在废料盘12和机膜盘13之间设置的贴膜推杆1104推动贴膜推杆1107间歇式往返运动,从而能够带保护膜基膜传送的同时对下方的手机进行贴附,加强了传送结构的功能性以及实用性。
36.其中,所述手机贴膜台14上活动设置有传动带2,所述传动带2套设在工作台1上且下端设置有传送带驱动组件3,所述传送带驱动组件3固定安装在工作台1下端表面,所述传送带驱动组件3包括:驱动组件背板301、驱动电机302、驱动皮辊303和绷紧皮辊304,所述驱动组件背板301后端表面固定安装有驱动电机302;所述驱动电机302的输出端贯穿驱动组件背板301且其端部同轴固定连接有驱动皮辊303,所述驱动组件背板301前端表现且位于驱动皮辊303两侧转动安装有两个绷紧皮辊304,所述传动带2从其中一个绷紧皮辊304下端绕过驱动皮辊303上端并从另一个绷紧皮辊304下方绕出,通过驱动电机302带动驱动皮辊303旋转,并通过两侧从动的绷紧皮辊304对传动带2收紧,从而能够带动传动带2移动,通过设备自带的控制面板,控制驱动电机302配合分装下料组件7而转动的时间。
37.本实施例中,所述分装下料组件7包括:下料组件外壳701、电动推杆702、手机下料框架703和框架滑槽704,所述下料组件外壳701下端开设有两个框架滑槽704,所述下料组件外壳701后端内壁上固定安装有两个电动推杆702,且两个所述电动推杆702平行水平面设置,两个所述电动推杆702的输出端固定连接有手机下料框架703;所述手机下料框架703下端分别穿过两个框架滑槽704,且所述手机下料框架703两侧下端分别固定连接有两个校准块705,每个所述校准块5均与手机分装槽6水平设置,两个所述校准块705前端分别固定安装有两个手机推板706,通过下料组件固定柱1503上端固定的分装下料组件7中的电动推杆702推动前端的手机下料框架703向前移动,并下端的校准块705向前移动,使手机推板706推动手机至传动带2上表面,并在轴筒齿轮1506与直角齿轮盘1509再次啮合时收回。
38.需要说明的是,所述贴膜组件11包括:贴膜组件外壳1101、贴膜推杆安装板1102、推杆安装块1103和贴膜推杆1104,所述贴膜组件外壳1101固定安装在贴膜组件安装板10上
端表面,所述贴膜组件外壳1101底端内壁上一体化固定连接有贴膜推杆安装板1102,所述贴膜推杆安装板1102上端转动安装有推杆安装块1103,所述推杆安装块1103前端固定安装有贴膜推杆1104,所述贴膜推杆1104的输出端固定连接有输出端连接块1105,所述输出端连接块1105转动安装在两个连接块安装板1106之间,两个所述连接块安装板1106均固定安装在贴膜推杆1107上端,所述贴膜推杆1107转动安装在贴膜组件外壳1101下端内壁上,通过贴膜推杆1104推动前端的贴膜推杆1107以贴膜组件外壳1101的旋转点旋转,从而能够将膜带上切好的保护膜粘在手机屏幕上,并将后端的离型膜带走,收回废料盘12上。
39.其中,所述分装组件15包括:分装组件底板1501、分装限位台1502、下料组件固定柱1503和分装限位槽1504,所述分装组件底板1501上端表面一体化固定连接有分装限位台1502,所述分装限位台1502上端等距开设有若干分装限位槽1504,所述分装组件底板1501上端表面中心固定连接有与其表面垂直的下料组件固定柱1503;所述下料组件固定柱1503上端与固定连接在下料组件外壳701下端表面,所述下料组件固定柱1503上转动套设有花键轴筒1505,所述花键轴筒1505上滑动套设有花键轴套1507,所述花键轴套1507下端同轴固定连接有轴筒齿轮1506;所述花键轴套1507侧面一体化固定连接有限位杆1508,且所述限位杆1508静止时处于分装限位槽1504内,所述分装限位台1502侧面开设有齿轮盘槽1510,所述分装组件底板1501上端表面且位于齿轮盘槽1510内转动贯穿有齿轮盘驱动轴1511,所述齿轮盘驱动轴1511上端固定连接有直角齿轮盘1509,所述直角齿轮盘1509与轴筒齿轮1506啮合连接,所述轴筒齿轮1506的厚度超过轴筒齿轮1506移动的距离;所述齿轮盘驱动轴1511下端同轴固定连接有分装转盘16,所述分装转盘16上转动套设有分装驱动皮带17,所述分装驱动皮带17的另一端套设有分装驱动转盘18,所述分装驱动转盘18同轴固定连接在分装电机19的输出轴上,所述分装电机19固定安装在工作台1下端表面,通过其下端的分装电机19带动分装驱动转盘18旋转,并通过分装驱动转盘18带动分装驱动皮带17联动分装转盘16旋转,从而能够带动其上端内部的齿轮盘驱动轴1511旋转,从而带动直角齿轮盘1509旋转,通过其与轴筒齿轮1506啮合,因为直角齿轮盘1509的齿牙只有四分之一圈,在其旋转啮合时,指挥旋转四分之一圈,而在轴筒齿轮1506旋转时,带动上端的花键轴套1507一起旋转,从而使限位杆1508沿着分装限位台1502上端表面滑动,由于分装限位台1502上端开设有四个等距的分装限位槽1504,再直角齿轮盘1509的齿牙啮合完后,则会陷入分装限位槽1504内,实现限定位置的效果。
40.工作原理:
41.通过工作台1上端表面的转动的手机分装盘5,通过其下端的分装电机19带动分装驱动转盘18旋转,并通过分装驱动转盘18带动分装驱动皮带17联动分装转盘16旋转,从而能够带动其上端内部的齿轮盘驱动轴1511旋转,从而带动直角齿轮盘1509旋转,通过其与轴筒齿轮1506啮合,因为直角齿轮盘1509的齿牙只有四分之一圈,在其旋转啮合时,指挥旋转四分之一圈,而在轴筒齿轮1506旋转时,带动上端的花键轴套1507一起旋转,从而使限位杆1508沿着分装限位台1502上端表面滑动,由于分装限位台1502上端开设有四个等距的分装限位槽1504,再直角齿轮盘1509的齿牙啮合完后,则会陷入分装限位槽1504内,实现限定位置的效果;而通过下料组件固定柱1503上端固定的分装下料组件7中的电动推杆702推动前端的手机下料框架703向前移动,并下端的校准块705向前移动,使手机推板706推动手机至传动带2上表面,并在轴筒齿轮1506与直角齿轮盘1509再次啮合时收回。
42.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个引用结构”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
43.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。