1.本发明属于机械设备技术领域,尤其涉及一种滚刀自动开刃设备。
背景技术:
2.滚刀自动开刃是指在滚刀制作过程中,代替人工实现滚刀开刃的装置,滚刀自动开刃在汽车散热器行业中,主要用于制作换热翅片的滚压模具刀片的自动开刃。刀片自动开刃的性能对实现批量生产开刃滚刀,提高加工精度和速度,有着重要的影响。
3.目前普遍使用的开刃方式为人工手动开刃,手动开刃使得开刃滚刀的加工精度和效率受到限制,若需要短时间加工大量刀片就会由于人工受限出现加工滞后的问题。
技术实现要素:
4.本发明提供一种滚刀自动开刃设备,以解决上述背景技术中提出的精度低,效率差的问题。
5.一种滚刀自动开刃设备,包括:操作台;固定于所述操作台上方一侧的刀片夹具;连接于所述操作台底部的分度马达,所述操作台相对所述分度马达可进行旋转;以及打磨砂轮机,置于所述操作台的一侧。
6.优选地,所述刀片夹具包括马达,连接于所述马达上且由所述马达驱动转动的滚刀刀片。
7.进一步优选地,所述滚刀刀片通过一转轴连接于所述马达上。
8.进一步优选地,所述转轴末端设有一对刀片夹盘,所述滚刀刀片通过销轴固定于所述夹盘之间。
9.进一步优选地,所述外部刀片夹盘的外侧依次连接有一开口挡圈、垫圈以及螺母。
10.优选地,所述操作台相对所述打磨砂轮机可左右移动,所述打磨砂轮机相对所述操作台可上下左右移动。
11.优选地,所述打磨砂轮机侧壁上还固定一自动探针。
12.优选地,所述操作台上方另一侧的还设有一砂轮修整组件。
13.优选地,所述砂轮修整组件包括金刚轮电主轴,固定于所述金刚轮电主轴上的金刚滚轮。
14.本发明的有益效果在于,本发明通过设置马达可以实现高精度的任意分度;设置砂轮修整组件可以实现在开刃过程中的针对磨砂轮的修整;通过设置分度马达可调整操作台的位置,实现双面开刃;通过设置砂轮电主轴能够带动磨砂轮进行移动及旋转,通过设置马达能够带动滚刀刀片转动,从而能够根据需求对刀片进行打磨开刃。
附图说明
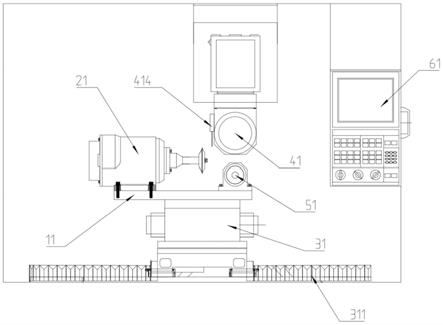
15.图1为本发明的整体结构示意图。
16.图2为本发明的侧视图。
17.图3为刀片夹具的结构示意图。
18.其中,11-操作台;21-刀片夹具;211-马达;212-转轴;213-滚刀刀片;214-刀片夹盘;215-开口挡圈;216-垫圈;217-螺母;31-分度马达;311-第一导向机构;41-打磨砂轮机;411-砂轮电主轴;412-磨砂轮;413-第二导向机构;414-自动探针;51-砂轮修整组件;511-金刚轮电主轴;512-金刚滚轮;61-主控制器。
具体实施方式
19.下面结合附图对本发明作进一步说明。
20.如图1-图2所示,一种滚刀自动开刃设备,包括:操作台11;固定于所述操作台11上方一侧的刀片夹具21;连接于所述操作台11底部的分度马达31(本实施例中采用油压分度盘),所述操作台11相对所述分度马达31可进行旋转;以及打磨砂轮机41,置于所述操作台41的一侧。
21.打磨砂轮机41包括砂轮电主轴411以及与所述砂轮电主轴411连接打磨砂轮412,砂轮电主轴411驱动所述磨砂轮412旋转。
22.本实施例中,如图2所示,所述操作台11相对所述打磨砂轮机41可左右移动,具体地,所述分度马达底部31位于水平面上,在水平面上设有与分度马达31之间设有相匹配的第一导向机构311,所述第一导向机构311可以是直线导轨或螺杆机构,分度马达31可通过直线导轨前后左右移动。
23.所述打磨砂轮机41相对所述操作台11可上下左右移动,具体地,所述打磨砂轮机41通过第二导向机构413连接于机床床体或具有支撑功能的支撑壁上,所述第二导向机构413可以是直线导轨或螺杆机构,打磨砂轮机41通过直线导轨上下左右移动。
24.如图3所示,所述刀片夹具21包括马达211,连接于所述马达211上且由所述马达驱动211转动的滚刀刀片213,具体地,所述滚刀刀片213通过一转轴212连接于所述马达211上;所述转轴212末端设有一对刀片夹盘214,为了滚刀刀片213的稳定性,所述滚刀刀片213通过销轴以及螺母217固定于所述刀片夹盘214之间,在所述外部刀片夹盘214的外侧通过依次连接的开口挡圈215,垫圈216,螺母217锁紧滚刀刀片213及刀片夹盘214。
25.在自动开刃过程中,为保证开刃的精度,所述操作台上方另一侧的还设有一砂轮修整组件51,所述砂轮修整组件51包括金刚轮电主轴511,固定于所述金刚轮电主轴511上的金刚滚轮512,在开刃工作进行一段时间后,可将磨砂轮412与金刚滚轮512同时向中间移动,由金刚滚轮512对磨砂轮412进行修整。
26.本发明还包括主控制器61,主控制器61连接打磨砂轮机41、刀片夹具21中的马达211、分度马达31和砂轮修整组件51,主控制器61用于提前预设针对滚刀刀片213所要开刃的齿数,开刃角度,齿背r,开刃刃带宽度,起始加工齿数、位置,砂轮宽度、修整量等相关信息,并发送给刀片夹具的马达211,并发送命令控制打磨砂轮机41的工作与停止。
27.本实施例中,马达211可以通过传感器闭环检测实现高精度的任意分度;在开刃准备阶段,将滚刀刀片213固定在与马达211直接连接的刀片夹盘214上,安装固定完成后,通过马达211调整滚刀刀片213的第一个工作齿的齿面角度来选定开刃的第一个齿,其次通过分度马达31底部的第一导向机构311调整所选定开刃的第一个齿与412-磨砂轮的相对位置;在此期间,为了补偿(旋转分齿精度的误差)调整时出现的误差,采用自动探针414(本实
施例中采用马波斯探针)在每一齿自动开刃前检测其位置精度,对比设定位置进行自动调整,保证加工精度。
28.本实施例中的自动探针414垂直安装于所述打磨砂轮机41主轴的侧壁上。
29.准备完成后,滚刀刀片213通过分度马达31底部的第一导向机构311带动左右向运动,打磨砂轮机41的驱动磨砂轮412旋转并进行上下运动,磨砂轮412开始对滚刀刀片213待开刃齿的一侧进行开刃,实现带有一定圆弧的齿背和符合要求的刃带宽。该齿一侧的开刃完成后,马达211根据主控制器61发送来的已设定的精确旋转一个齿的角度,同时自动探针416检测角度是否有误差并进行精确调整,使旋转后的下一齿与上一齿的位置保持一致并重复上述开刃动作,完成下一齿同侧的开刃,滚刀刀片213所有齿的同侧齿数完成开刃后,操作台11通过分度马达31旋转180度,对滚刀刀片213另一侧的所有齿的进行开刃,直至开刃完成。
30.以上对本发明的实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围,凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
技术特征:
1.一种滚刀自动开刃设备,其特征在于,包括操作台;固定于所述操作台上方一侧的刀片夹具;连接于所述操作台底部的分度马达,所述操作台相对所述分度马达可进行旋转;以及,打磨砂轮机,置于所述操作台的一侧。2.根据权利要求1的滚刀自动开刃设备,其特征在于,所述刀片夹具包括马达,连接于所述马达上且由所述马达驱动转动的滚刀刀片。3.根据权利要求2所述滚刀自动开刃设备,其特征在于,所述滚刀刀片通过一转轴连接于所述马达上。4.根据权利要求3所述的滚刀自动开刃设备,其特征在于,所述转轴末端设有一对刀片夹盘,所述滚刀刀片通过销轴固定于所述夹盘之间。5.根据权利要求4所述的滚刀自动开刃设备,其特征在于,所述外部刀片夹盘的外侧依次连接有一开口挡圈、垫圈以及螺母。6.根据权利要求1所述的滚刀自动开刃设备,其特征在于,所述操作台相对所述打磨砂轮机可前后左右移动,所述打磨砂轮机相对所述操作台可上下左右移动。7.根据权利要求6所述的滚刀自动开刃设备,其特征在于,所述打磨砂轮机侧壁上还固定一自动探针。8.根据权利要求6所述的滚刀自动开刃设备,其特征在于,所述操作台上方另一侧的还设有一砂轮修整组件。9.根据权利要求8所述的滚刀自动开刃设备,其特征在于,所述砂轮修整组件包括金刚轮电主轴,固定于所述金刚轮电主轴上的金刚滚轮。
技术总结
一种滚刀自动开刃设备,其特征在于,包括操作台;固定于所述操作台上方一侧的刀片夹具;连接于所述操作台底部的分度马达,所述操作台相对所述分度马达可进行旋转;以及,打磨砂轮机,置于所述操作台的一侧。本发明通过设置马达可以实现高精度的任意分度,马达以安装在其上的传感器闭环检测为基础进行高精度任意分度;马达通过设置砂轮修整组件可以实现在开刃过程中的针对磨砂轮的修整;通过设置分度马达可调整操作台的位置,实现双面开刃;通过设置砂轮电主轴能够带动磨砂轮进行移动及旋转,通过设置马达能够带动滚刀刀片转动,从而能够根据需求对刀片进行打磨开刃。能够根据需求对刀片进行打磨开刃。能够根据需求对刀片进行打磨开刃。
技术研发人员:朱显锋 周力京 周嘉明
受保护的技术使用者:天津源海神龙科技有限公司
技术研发日:2020.08.12
技术公布日:2022/2/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。