1.本技术涉包膜技术领域,特别是涉及一种料带头剔除机构及包膜机。
背景技术:
2.包膜机用于将料带包裹于工件,在包膜过程中,料带不断消耗,因此需要将两组料带衔接使用,而衔接的料带之间存在重叠的料带部分h,如图1所示。由于重叠的料带部分较厚,会影响工件品质,因此需要将重叠的料带进行剔除。而传统的包膜机中通常是在包膜完成后,人工检查,将重叠的料带部分撕掉,再将工件重新进行包膜处理,该方法耗费大量人力,且易存在未及时剔除重叠料带的情况,从而降低合格率。
技术实现要素:
3.本技术提供一种料带头剔除机构及包膜机,以解决通过人工检查方式,将重叠的料带部分撕掉,耗费大量人力以及存在未及时剔除重叠料带的问题。
4.为解决上述技术问题,本技术提出一种料带头剔除机构,包括:拉带组件,可操作的固定或松开料带,拉带组件于第一位置与料带固定并带动料带沿着第一方向运动到第二位置;压板定位组件,沿第二方向运动以固定或松开料带;切刀组件,位于压板定位组件和第二位置之间,且切刀组件可操作至切断料带。
5.其中,压板定位组件包括安装板、压板和压板驱动件,压板与压板驱动件连接,压板驱动件驱动压板远离或靠近安装板而松开或固定料带。
6.其中,料带头剔除机构包括夹爪组件;夹爪组件包括垫板、压爪和压爪驱动件;压爪与压爪驱动件连接,压爪驱动件驱动压爪远离或靠近垫板,以松开或固定穿设于垫板和压爪之间的料带。
7.其中,夹爪组件还包括调整板和连接板,调整板可移动地安装于连接板,其中垫板和压爪驱动件均连接于调整板。
8.其中,夹爪组件还包括固定件,调整板设置有若干个固定孔,连接板设置有若干个连接孔,调整板移动至预设位置,且固定孔和对应的连接孔对齐,固定件穿设固定孔以及对应的连接孔,以固连调整板和连接板。
9.其中,夹爪组件包括夹爪支架、第一支架驱动件和第二支架驱动件,第一支架驱动件与连接板连接,以驱动连接板沿第一方向滑移于夹爪支架;第二支架驱动件与夹爪支架连接,以驱动夹爪支架沿第二方向滑移。
10.其中,料带头剔除机构包括收卷组件;收卷组件包括转动辊及驱动转动辊转动的第一收卷驱动件,以使转动辊粘接切刀组件下方的料带并收卷。
11.其中,还包括夹爪包胶辊,夹爪包胶辊可运动至抵顶于料带第一侧面,收卷组件还包括第二收卷驱动件,第二收卷驱动件驱动转动辊沿第二方向运动,使转动辊抵于料带的相对第二侧而与料带粘合。
12.其中,料带头剔除机构包括测厚组件,测厚组件检测转动辊上料带卷绕厚度。
13.为解决上述技术问题,本技术提出一种包膜机,包括料带头剔除机构,料带头剔除机构为上述所述的料带头剔除机构。
14.本技术的有益效果是:区别于现有技术的情况,本技术提供一种料带头剔除机构在两组料带连接之后,通过拉带组件固定料带一端,然后带动该料带沿着第一方向运动到第二位置;此时,料带的连接重叠部位于压板定位组件的下方,压板定位组件可操作的固定料带,然后操作切刀组件沿着料带的连接重叠部的上方切断料带,从而可将有重叠部的料带剔除,避免了人工检查,能够减小人力成本;并且还能避免检查工人大意或者误操作,带来的误差,提高工件的合格率。并且,由于压板定位组件和拉带组件均固定料带,使得切刀组件便于切断,节省人力成本。
附图说明
15.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,其中:
16.图1是两组料带之间重叠部的结构示意图;
17.图2是本技术料带头剔除机构一实施例的侧视图;
18.图3是图2所示a的结构示意图;
19.图4是图2所示料带头剔除机构中的压板定位组件的主视图;
20.图5是图2所示料带头剔除机构中的压板定位组件的侧视图;
21.图6是图2所示料带头剔除机构中的夹爪组件的侧视图;
22.图7是图6所示夹爪组件的局部示意图;
23.图8是图6所示夹爪组件的另一局部示意图;
24.图9是图2所示料带头剔除机构中的收卷组件的侧视图;
25.图10h
‑
10j是本技术包膜机中第一包胶组件和第二包胶组件与工件之间的包胶过程示意图。
26.附图标号:1、拉带组件;11、拉膜杆;12、拉膜辊;2、压板定位组件;21、安装板;22、压板;23、压板驱动件;3、夹爪组件;31、垫板;32、压爪;33、压爪驱动件;34、调整板;341、固定孔;35、连接板;351、连接孔;36、夹爪包胶辊;37、夹爪支架;4、收卷组件;41、转动辊;42、收卷支架;43、第一收卷驱动件;44、第二收卷驱动件;5、测厚组件;6、第一包胶组件;61、第一包胶辊;62、第一包胶驱动件;7、第二包胶组件;71、第二包胶辊;72、包胶支架;81、竖向支架;9、切刀;100、工件;200、料带;300、工作面;a、第一位置;b、第二位置;c、第三位置。
具体实施方式
27.为使本领域的技术人员更好地理解本技术的技术方案,下面结合附图和具体实施方式对实用新型所提供的一种料带头剔除机构及包膜机做进一步详细描述。
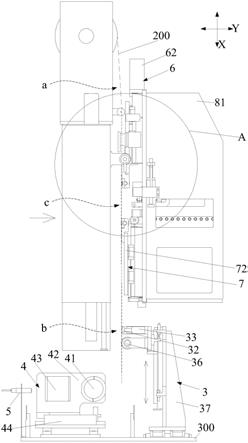
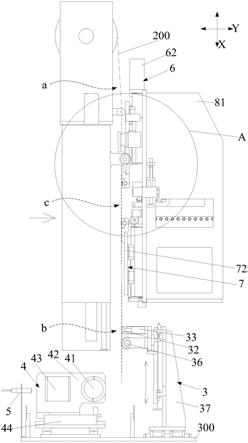
28.请参阅图2和图3,图2是本技术料带头剔除机构一实施例的侧视图;图3是图2所示a的结构示意图。
29.本实施例中料带头剔除机构用于切断相邻料带200因衔接而形成重叠部(即两个
料带200相互连接的接头部),料带200可以为蓝膜、胶带等。料带头剔除机构包括拉带组件1、压板定位组件2和切刀组件(图上未示意),拉带组件1能够固定或松开料带200,拉带组件1在第一位置a与料带200固定,并从第一位置a带动料带200沿着第一方向运动到第二位置b,以将带有重叠部的料带200朝第二位置b处拉动。压板定位组件2沿第二方向运动以固定或松开料带200。切刀组件位于压板定位组件2和第二位置b之间,且切刀组件可操作至切断带有重叠部的料带200上方。第一方向为如图2所示箭头x所指示方向,第二方向为如图2所示箭头y所指示方向。上述第一方向和第二方向可以垂直设置,也可以不垂直设置。优选地,第一方向和第二方向垂直设置。
30.由于拉带组件1运动至第二位置b时,料带200的重叠部位于压板定位组件2和切刀组件之间。且此时拉带组件1可以不松开料带200。因此,拉带组件1和压板定位组件2均固定料带200,料带200位于切刀组件上方的部分被压板定位组件2压住,而位于切刀组件下方的部分固定于拉带组件1。切刀组件可操作至切断料带200,从而位于切刀组件下方的带有重叠部的料带200即被自动切除,避免了人工检测,能够减小人力成本;并且还能够避免检查工人大意或者误操作,带来的误差,提高工件的合格率。并且,由于压板定位组件2和拉带组件1均固定料带200,使得切刀组件便于切断,避免料带200晃动或随着切刀一切运动,而便于切断料带200,节省人力成本。
31.需要说明的是,上述第一位置a为接带处,在此处,拉带组件1用于固定料带200的端部,其中固定方式为粘附方式。第二位置b为换带处,即拉带组件1将料带200的端部从第一位置a处拉到第二位置b处。第一位置a和第二位置b可以为如图2中虚线a、b所指示位置,其中第一位置a和第二位置b并不指代一个具体点位置,而是指代一个区域。
32.进一步地,在其他具体的实施例中,料带头剔除机构中可以设置检测组件,检测组件与控制装置连接。检测组件能够实时检测重叠部的料带200是否位于切刀组件下方,以避免料带200的重叠部位于切刀组件的上方,从而导致没有将重叠部切掉,以进一步提高切刀组件切断料带200的精确性。
33.请参阅图4和图5,图4是图2所示料带头剔除机构中的压板定位组件的主视图;图5是图2所示料带头剔除机构中的压板定位组件的侧视图。
34.本实施例中,结合图2和图3,上述压板定位组件2包括安装板21、压板22和压板驱动件23,压板驱动件23安装于安装板21上。压板22一端与压板驱动件23的驱动轴连接,压板22另一端与安装板21相对设置,压板驱动件23为压板22运动提供了动力。当压板驱动件23驱动压板22远离安装板21时,可以松开料带200,以给料带200让位,让料带200顺利通过。当压板驱动件23驱动压板22靠近安装板21时,可以固定料带200。即压板22在压板驱动件23的作用下,而贴附于安装板21或远离安装板21两种状态。
35.上述压板22可以设置若干个,其对应压板驱动件23也可以设置若干个,以增大压板22和安装板21之间的接触面积,从而使得料带200固定更加稳定。在实际过程中,为了防止料带200粘附于压板22或安装板21上,在压板22靠近安装板21一侧面、或在安装板21块靠近压板22的一侧面设置有防粘层。其中压板驱动件23可以为气缸等。
36.由于工件不同,使得包裹于工件上的料带200宽度也不同。为了便于压板定位组件2适用于不同的料带200宽度,以匹配不同工件,在一些具体的实施例中,压板定位组件2进一步包括调节块(图上未示意),压板22和压板驱动件23均固定于调节块上,调节块可移动
地安装在安装板21上,以使得调节块相对于连接板35位置可调节,进而使得压板22和压板驱动件23相对于安装板21位置可调节,从而适应不同的料带200宽度。
37.具体地,本实施例中,拉带组件1包括拉膜杆11以及拉膜驱动件(图上未示意),拉膜杆11上设置有拉膜辊12,拉膜辊12在第一位置a处固定料带200。其中拉膜辊12以粘附的方式固定料带200,便于后续料带200的脱离。上述拉膜驱动件与拉膜杆11连接,以驱动拉膜杆11分别沿第一方向和第二方向运动。
38.进一步地,在一些具体的实施例中,拉带组件1还包括制动器(图上未示意),制动器设置于拉膜杆11上,能够根据需要控制拉膜杆11的制动或随动。当制动器控制拉膜杆11处于制动状态,料带200能够脱离拉膜杆11;当制动器控制拉膜杆11处于随动状态,料带200固定于拉膜杆11,能随拉膜杆11移动而移动。
39.具体地,拉膜杆11由一伺服电机驱动,而沿第一方向运动。当拉膜杆11需要脱离料带200时,制动器控制拉膜杆11处于制动状态。举例而言,拉膜杆11位于最下位,即第二位置b时,拉膜杆11制动器处于制动状态,此时料带200能够完全从其上脱离。当然,拉膜杆11制动器也可以在其他位置处,使得料带200能够完全从其上脱离,在此不作限定。
40.请参阅图6、图7和图8,图6是图2所示料带头剔除机构中的夹爪组件的侧视图;图7是图6所示夹爪组件的局部示意图;图8是图6所示夹爪组件的另一局部示意图。
41.结合图2和图3,虽然位于切刀组件下方的料带200固定于拉带组件1上,为了提高后续提及包膜机的工作效率,拉膜组件1需要进行工件包膜工作,此时拉带组件1需要脱离料带200移动到第一位置a附近处,以固定料带200,而进行下一步工件的包膜工作。
42.因此,为了提高料带头剔除机构的工作效率,且使切刀组件下方的料带200固定的更加牢固。在一些具体的实施例中,料带头剔除机构还包括夹爪组件3,夹爪组件3位于切刀组件和第二位置b之间,以使得夹爪组件3能够沿第二方向运动,并固定或松开第二位置b处的料带200。当夹爪组件3固定料带200过程中,能够给料带200一作用力,同时拉膜杆11制动器处于制动状态,以使得料带200能够完全从拉膜杆11上脱离。此时,拉带组件1可运行到第一位置a处附近处以固定靠近第一位置a处的料带200;并且,切刀组件下方的料带200通过夹爪组件3固定。可以理解的,夹爪组件3的位置不重要,也可以不是设置在切刀组件和第二位置b之间,而是根据需要可操作运动至该切刀组件和第二位置b之间即可。
43.当切刀组件切断其下方的料带200后,夹爪组件3松开被切断的料带200,使得被切断的料带200能够在重力作用下,自由掉落到工作面300上,只需集中收集被切断的料带200即可,减小了人力成本。
44.具体地,夹爪组件3包括垫板31、压爪32和压爪驱动件33,压爪驱动件33安装于垫板31上。压爪32一端与压爪驱动件33的驱动轴连接,压爪32的另一端与垫板31相对设置,压爪驱动件33为压爪32运动提供了动力。当压爪驱动件33驱动压爪32远离垫板31时,可以松开穿过垫板31和压爪32之间的料带200,以给料带200提供让位,让料带200顺利通过。当压爪驱动件33驱动压爪32靠近垫板31时,可以固定穿过垫板31和压爪32之间的料带200。即压爪32在压爪驱动件33的作用下,而贴附于垫板31或远离垫板31两种状态。
45.上述压爪32可以设置若干个,其对应的压爪驱动件33也可以设置若干个,以增大压爪32和垫板31之间的接触面积,从而使料带200固定更加稳定。在实际过程中,为了防止料带200粘附于压爪32或垫板31上,在压爪32靠近垫板31的一侧面上、或垫板31靠近压爪32
的一侧面上设置有防粘层。其中压爪驱动件33可以为气缸等。
46.由于工件不同,使得包裹于工件上的料带200宽度也不同。为了便于夹爪组件3适用于不同的料带200宽度,以匹配不同工件,在一些具体的实施例中,夹爪组件3包括调整板34和连接板35,其中垫板31和压爪驱动件33均固定于调整板34上,调整板34可移动地安装在连接板35上,以使得调整板34相对于连接板35位置可调节,进而使得垫板31和压爪驱动件33的位置可调节,从而适应不同的料带200宽度。上述调整板34与连接板35之间具体调节可以为任意结构,只要能够实现调整板34调节即可。
47.具体地,为了实现调整板34与连接板35之间可调节的简便性,夹爪组件3包括固定件,调整板34设置有若干个固定孔341,连接板35设置有若干个连接孔351,固定孔341和对应的连接孔351对齐,固定件穿设固定孔341以及连接孔351,以固连调整板34和连接板35。
48.当需要改变调整板34至预设位置时,解除固定件与固定孔341以及连接孔351之间连接,将调整板34移动到预设位置处,以使得调整板34的固定孔341对应连接板35上的连接孔351,而后通过固定件穿设上述固定孔341以及连接孔351,以改变调整板34的位置,进而便于调节,提升便利性,方便拆卸或安装。上述固定孔341可以呈腰形或其他形状等;固定件可以是螺栓等。
49.在一实施例中,夹爪组件3还包括夹爪支架37、第一支架驱动件(图上未示意)和第二支架驱动件(图上未示意),第一支架驱动件与连接板35连接,以驱动连接板35在夹爪支架37上沿第一方向滑移。即夹爪组件3能够沿第一方向上下移动,以使得夹爪组件3能够在切刀组件和第二位置b之间移动,以固定料带200。第二支架驱动件与夹爪支架37连接,以驱动夹爪支架37沿第二方向滑移。夹爪支架37沿第二方向滑移过程中,能够带动夹爪组件3水平沿第二方向移动。
50.具体地,夹爪支架37上还包括第一夹爪滑动组件(图上未示意),连接板35通过第一夹爪滑动组件滑动设置于夹爪支架37上。第一夹爪滑动组件包括第一夹爪滑块和第一夹爪滑轨,其中第一夹爪滑块和第一夹爪滑轨中的一个设置于夹爪支架37上,第一夹爪滑块和第一夹爪滑轨中的另一个设置于连接板35上。其中第一支架驱动件可以为气缸。连接板35在气缸的驱动下沿着第一夹爪滑轨在第一方向上滑移,由于第一夹爪滑轨的导向作用,连接板35沿第一方向滑移的更加平稳和顺畅。
51.可以理解的,为了平稳或支撑稳定,料带头剔除机构还包括工作面300,如工作台或地面。夹爪支架37通过第二夹爪滑动组件(图上未示意)滑动设置于工作面300上。第二夹爪滑动组件包括第二夹爪滑块和第二夹爪滑轨,其中第二夹爪滑块和第二夹爪滑轨中的一个设置于夹爪支架37上,第二夹爪滑块和第二夹爪滑轨中的另一个设置于工作面300上。其中第二支架驱动件为气缸。夹爪支架37在气缸的驱动下沿着第二夹爪滑轨在第二方向上滑移,由于第二夹爪滑轨的导向作用,夹爪支架37沿第二方向滑移的更加平稳和顺畅。
52.请参阅图9,图9是图2所示料带头剔除机构中的收卷组件的侧视图。
53.由于被切断的料带200仍然需要人力去拾取,并不能自动将被切断的料带200集中处理。因此,为了实现料带头剔除机构的自动化收集被切断的料带200,在一些具体的实施例中,料带头剔除机构还包括收卷组件4,该收卷组件4能够沿第二方向运动并与切刀组件下方的料带200固定,然后,将被切断料带200自动收卷,从而实现自动化,减小了人力成本。也就是说,不管本技术的料带头剔除机构是否包括夹爪组件3,均可以进一步设置收卷组件
4,而将被切断料带200自动收卷。
54.具体地,收卷组件4包括转动辊41和第一收卷驱动件43,第一收卷驱动件43驱动转动辊41转动。转动辊41随着收卷组件4沿第二方向运动,至顶接在切刀组件下方的料带200上,并通过粘附的方式和料带200粘接。当切刀组件切断料带200时,第一收卷驱动件43驱动转动辊41转动,从而将被切断的料带200进行收卷。其中收卷组件4还包括收卷支架42,转动辊41设置于收卷支架42上,为转动辊41提供了安装位置。上述第一收卷驱动件43可以为气缸。
55.进一步地,收卷组件4还包括第二收卷驱动件44,第二收卷驱动件44驱动收卷支架42能够沿第二方向滑移,以使收卷支架42带动转动辊41靠近夹爪组件3,以将夹爪组件3上的被切断的料带200固定于转动辊41上。上述第二收卷驱动件44可以通过气缸驱动。可以理解的,收卷支架42和夹爪支架37一样,也可以沿着工作面300滑移。具体地,收卷支架42通过收卷滑动组件(图上未示意)滑动设置于工作面300上,收卷滑动组件包括收卷滑块和收卷滑轨,其中收卷滑块和收卷滑轨中的一个设置于收卷支架42上,收卷滑块和收卷滑轨上中的另一个设置于工作面300上。
56.由于被切断的料带200的一端固定于转动辊41,在被切断的料带200卷绕于转动辊41上时,可能不紧密。因此,在一些实施例中,料带头剔除机构进一步包括夹爪包胶辊36,夹爪包胶辊36设置于连接板35,其中夹爪包胶辊36抵顶于料带200第一侧面。当料带200贴附于转动辊41时,夹爪包胶辊36与转动辊41紧密连接,以使得料带200压紧于转动辊41,以增加料带200与转动辊41之间的紧密性,从而增加被切刀的料带200的密实度。可以理解的,当设有夹爪组件3的实施例中,为了结构的紧凑,以节省空间、体积,夹爪包胶辊36设置在夹爪组件3的夹爪支架37上,并位于压爪32下方。
57.随着转动辊41上被切断的料带200卷绕越来越多,为了实时监控转动辊41上被切断的料带200卷绕的厚度,本实施例中料带头剔除机构包括测厚组件5,测厚组件5检测转动辊41上料带200卷绕厚度。当被切断的料带200卷径达到预设卷绕厚度时,测厚组件5将信号提供报警装置,报警装置报警,便于更换转动辊41。
58.结合图2
‑
图9,料带头剔除机构最优过程如下:(1)当上一料带200使用完后,下一料带200的首端粘附于上一料带200的尾端以形成叠加部,拉膜杆11粘附下一料带200端部至第二位置b处,压爪32靠近第二位置b处,夹住料带200;拉膜杆11脱离料带200,并沿第一方向运动至第一位置a附近;(2)压爪32在压爪驱动件33的驱动下沿第一方向并向下运动,转动辊41在第一收卷驱动件43的驱动下朝向夹爪组件3方向运动,将料带200转移到转动辊41上,并使得转动辊41与夹爪包胶辊36紧贴;(3)压板22在压板驱动件23的带动下向安装板21运动,使得料带200分别被压板22以及拉膜杆11固定,切刀组件位于压板22和第二位置b之间,此时料带200的两端部分别被压板22与转动辊41分别固定住,其中料带200的叠加部位于切刀组件下方,切刀组件能够将其切断;(4)压爪32和压板22松开,转动辊41转动,在转动辊41的粘附力下,将带有叠加部的料带200被逐渐收卷于转动辊41上。
59.本技术的第二方面,还提供了一种包膜机,继续结合图2
‑
图9,本技术的包膜机包括料带头剔除机构,需要说明的是,料带头剔除机构为上述实施例中所阐述的料带头剔除机构。由于包膜机包括上述的料带头剔除机构,因此也具有上述的料带头剔除机构的减小人力成本,提高了合格率,切断方便等效果,在此不再赘述。
60.为了描述本技术的包膜机的具体结构,请参阅图10h
‑
10j,图10h
‑
10j是本技术包膜机中第一包胶组件和第二包胶组件与工件之间的包胶过程示意图。在一些具体的实施例中,包膜机包括第一包胶组件6和第二包胶组件7,其中第三位置c位于第一位置a和第二位置b之间,其中第三位置c为贴胶处,用于工件100贴胶,正如图2虚线c所指示位置,其是一个位置区域。工件100沿第二方向运动至第三位置c,第一包胶组件6和第二包胶组件7与工件100的两侧面滚动连接。上述工件100为方形电芯等。
61.具体地,第一包胶组件6包括第一包胶辊61和第一包胶驱动件62,第一包胶辊61安装在安装板21上,安装板21通过第一包胶驱动件62滑动设置于竖向支架81上。第二包胶组件7包括第二包胶辊71、包胶支架72以及第二包胶驱动件(图上未示意),其中第二包胶辊71安装在包胶支架72上,包胶支架72通过第二包胶驱动件滑动设置于竖向支架81,其中第一包胶辊61和第二包胶辊71相对设置,可以相互靠近或远离。
62.由于第一包胶辊61和第二包胶辊71通过有料带200,第一包胶辊61和第二包胶辊71能够给工件100包胶过程中进行限位导向,使得工件100滚动连接于第一包胶辊61和第二包胶辊71之间,使得料带200能够贴附在工件100表面。
63.工件100包膜过程如下:料带200在放卷轴或其他工位的牵拉下进入,其端部粘附于拉膜辊12上,拉膜辊12在拉膜驱动件的带动下沿着第一方向运动至第三位置c的下方。此时,安装板21和包胶支架72分别处于工件100的上下两端面处,如图10所示,第二包胶辊71与第一包胶辊61分别位于工件100的上下两端面处。在第三位置c,工件100沿第二方向运动,以推动料带200,从而使得料带200能够完全贴合工件100。料带200贴完后,拉膜杆11上移到切刀9上方,切刀切断,完成贴胶。可以理解的,包膜机还包括工件驱动机构,以驱动工件100在第一包胶组件6和第二包胶组件7之间沿着第二方向运动。
64.以上所述仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。