1.本发明涉及快速成型精密铸造行业,尤指一种利用光固化快速成型消失模进行负压铸造铸件产品的方法。
背景技术:
2.光固化快速成型熔模铸造技术是用液态光敏树脂原型代替熔模铸造中的蜡模,即首先在光固化快速成型机上经光固化逐层打印出树脂原型,然后经过多次浇注耐火材料,如熔融石英、氧化铝和氧化镁等陶瓷浆料,形成熔模铸造的型壳,经干燥直至型壳凝固后,再焙烧脱树脂,得到的耐火陶瓷材料壳层作为铸造型壳,浇注液态金属后冷却得到金属件。
3.现有的光固化快速成型熔模铸造技术在经光固化逐层打印出树脂原型得到的光固化成型的三维原型后涂覆上耐火浆料,待涂覆上的第一层耐火浆料干燥后,再次涂覆,该步骤重复10~20次,用以形成熔模制造的型壳;由于耐火浆料干燥需要一定的时间,每一次涂覆大约十分钟,但是干燥需要24~48小时,因此10~20次的重复步骤会存在工作量大,制作周期长的特点,影响生产效率。
4.另外,型壳干燥完毕后,直接进入脱蜡、焙烧的工艺环节。在型壳焙烧过程中,树脂的初始分解温度较高,热分解温度集中在局部温度范围内,会产生较多的气体容易使型壳开裂;此外树脂的热膨胀系数比耐火型壳材料大,也易导致型壳胀裂,因此在生产和使用过程中经常出现涨壳或者鼓包的缺陷。
5.有鉴于此,本发明人针对现有技术中的上述缺陷深入研究,遂有本案产生。
6.
技术实现要素:
7.本发明的目的在于提供一种高效、高质量的利用光固化快速成型消失模及负压铸造铸件产品的方法。
8.为实现上述目的,具体做法为,一种利用光固化快速成型消失模进行负压铸造铸件产品的方法,包括以下流程:步骤一:光固化快速成型消失模处理通过建模软件设计出三维模型,利用切片软件或者模型处理软件对三维模型进行抽壳处理,抽壳向内收敛;在抽壳模型的低位处设置排液孔;利用切片软件根据所设计的固化层层厚对三维模型进行切片处理,将切片后的文件导入到sla打印机控制软件中;利用sla打印技术打印得到光固化快速成型消失模;加工完毕取出通过排液孔排液;步骤二:铸造型壳的处理首先,将至少一个步骤一所得的光固化快速成型消失模与蜡制的浇筑道实体拼接,拼接完成后在整体的外表面涂覆上耐火浆料;所述耐火浆料分为内层和外层,所述内层为防火涂料和硅溶胶组成,内层浸涂1层,烘干;所述外层由铸造涂料添加剂和粗细目数石
英砂配置而成,混合均匀后采用浸涂或者淋涂方式在内层基础上增加3~5层外层涂层,烘干;得到铸造模壳;其次,进一步放置于具有底部抽气结构和抽气口的砂箱中,砂箱底部先铺设覆膜砂层,将铸造模壳至于砂箱中部,继续向铸造模壳外部四周的砂箱内注入覆膜砂至接近铸造模壳顶部,砂箱置于振砂机上,启动振砂机,振实砂箱内覆膜砂;再次,将砂箱连同砂箱内的铸造模壳放置于烧结炉中焙烧,原先蜡制的浇筑道实体以及光固化快速成型消失模被焙烧消失,在砂箱中得到铸造型壳,铸造型壳内形成相互导通的浇注通道,所述浇注通道具有外露的浇注口;步骤三:铸件产品的制造将步骤二中焙烧完的砂箱连同铸造型壳放于铸造工位,抽气泵连通抽气口,对砂箱实施负压,压力控制在~0.04—0.05mpa,在负压保持的情况下通过浇注通道的浇注口进行浇注金属液,冷却后开箱,进行清理等铸件成型的后工序操作,得到最终的铸件产品。
9.进一步,所述步骤一中抽壳处理时保留抽壳模型壁厚0.8mm~1.0mm。
10.进一步,所述步骤一中对于抽壳完毕的模型进行内部加强结构的建模,内部支撑结构采用四面体支撑脚方式,脚长10mm,脚厚3mm。
11.进一步,所述排液孔的孔径在2~5mm。
12.进一步,所述步骤二中内层的耐火材料为防火涂料和硅溶胶混合,其中硅溶胶占重量比为5%~12%。
13.进一步,所述步骤二中外层由铸造涂料添加剂和粗细目数石英砂配置而成,混合均匀后采用浸涂或者淋涂方式在内层基础上,增加3~5层外层涂层。
14.进一步,内层耐火材料和外层耐火材料的烘干温度皆控制在30~40℃,环境湿度低于40%,干燥后每层的层厚皆为0.5~0.7mm。
15.进一步,步骤二中砂箱底部先铺设覆膜砂层的层厚不少于6mm。
16.进一步,步骤二中所述将砂箱连同砂箱内的铸造模壳放置于烧结炉中焙烧,焙烧工艺为:缓慢升高烧结炉温度至250℃,保温2~4h;然后迅速升温至800℃,保温2~4h。
17.进一步,步骤三中在砂箱的上表面盖上一层覆盖膜,将浇筑口暴露于外然而因为光固化成型的消失模具备良好的表面质量和灰分残留情况,因此浇注得到的铸件产品尺寸精密度高,表面光洁度也高。所以此工艺方法近几年得到大幅的推广。
18.本发明提出一种利用光固化快速成型消失模,包括薄壁抽壳、内部支撑和排液孔等特征,节约了用于打印光固化快速成型消失模的树脂材料,同时避免带来涨壳、鼓包等问题;使用具有薄壁结构的光固化快速成型消失模,可将多个与蜡制浇筑道实体拼接装配后,使用调配好的涂层材料在整体外表直接进行涂覆,涂层材料利用耐火涂料和石英砂混合,直接涂覆制作模壳,避免传统熔模铸造的硅溶胶加覆膜砂的多层结构,由于调配好的涂层材料不在单独添加覆膜砂,使得模壳的厚度由原来的10mm减少到2~4mm,节约了大量的涂层材料,节约成本,模壳干燥速度较快;同时由于涂层数量变成了4~6层,干燥的时间更是大大缩短;光固化快速成型消失模内的支撑结构,亦是有效的保证了光固化快速成型消失模的强度,使其在进行外表面涂层时不易变形。
19.另外,本专利将铸造模壳至于砂箱中部,在铸造模壳外周围加入的大量覆膜砂,通过振砂机振实覆膜砂,使得紧密依靠在铸造模壳外部的覆膜砂对铸造模壳提供了足够的支撑力,以保证铸造模壳厚度较薄的情况下,依然有足够的强度进行下一步的铸造工艺,且有效避免了涨壳、鼓包等缺陷的出现,保证模壳焙烧后的质量。
20.铸件产品制造过程中,负压浇注有利于防止浇注时涨裂铸造模壳或抬箱,有利于铸造模壳内型腔的气体扩散,因此能有效提高浇注过程排气,提高铸件产品的表面质量。
附图说明
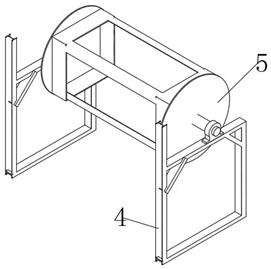
21.作为非限制性例子给出的具体说明更好地解释本发明包括什么以及其可被实施,此外,该说明参考附图,在附图中:图1为本专利实施例的光固化快速成型消失模图;图2为本专利实施例的光固化快速成型消失模与蜡制浇筑道实体拼接图;图3为本专利实施例的铸造模壳放入砂箱的爆炸示意图;图4为本专利实施例的铸造模壳放入砂箱后示意图;图5为本专利实施例砂箱的立体示意图;图6为本专利实施例焙烧前示意图;图7为本专利实施例焙烧后意图。
22.具体实施方式
23.以下结合附图及具体实施例对本发明做详细描述。
24.一种利用光固化快速成型消失模进行负压铸造铸件产品的方法,包括以下流程:步骤一:光固化快速成型消失模1处理1.对于通过建模软件设计出三维模型,利用切片软件或者模型处理软件对模型进行抽壳处理,保留抽壳模型壁厚0.8mm~1.0mm,抽壳11向内收敛,精度不低于1.0mm;2.对于抽壳完毕的模型进行内部加强结构的建模,内部支撑结构采用四面体支撑脚方式,脚长10mm,脚厚3mm。
25.3.在抽壳模型的低位处设置排液孔12,排液孔12直径在2~5mm之间,保证树脂液能顺利排出。
26.设计好三维模型后,利用切片软件根据所设计的固化层层厚对模型进行切片处理,将切片后的文件导入到sla打印机控制软件中;将上述的光固化体系置于sla下进行逐点/逐层曝光固化,当一层加工完毕后,就生成零件的一个截面;成型平台上升或下降一个固化层厚的距离,每个层厚范围为20~100μm;重复上述步骤,逐层叠加累积成型,即得到光固化快速成型消失模1,如图1所示。
27.步骤二:铸造型壳4的处理1.将上述所得光固化快速成型消失模1多个,与蜡制的浇筑道实体2拼接,在本实施例中,采用了六个光固化快速成型消失模1分别两边三个对称设置,中间通过一个蜡制的浇筑道实体2与每个光固化快速成型消失模1的排液孔12处进行拼接,如图2所示,在拼接完成后涂覆上耐火浆料,其中耐火浆料由内层31和外层32组成,内层31为防火涂料和硅溶胶
组成,内层31浸涂1层,烘干温度控制在30~40℃,环境湿度低于40%的环境下干燥,干燥后层厚0.5~0.7mm;外层32由铸造涂料添加剂和粗细目数石英砂配置而成,混合均匀后采用浸涂或者淋涂方式在内层31基础上,增加3~5层外层涂层,烘干温度控制在30~40℃,环境湿度低于40%的环境下干燥,逐层烘干;得到铸造模壳3;此制壳方法使用调配好的涂层材料(耐火浆料)直接进行涂覆,不在像传统熔模铸造需要逐层加入覆膜砂,逐层干燥,因此缩短了制壳的周期和工作量,保证效率,同时因为不在单独添加覆膜砂,模壳的厚度由原来的10mm减少到2~4mm,节约了大量的涂层材料,节约成本。
28.2.如图3~6所示,将制得的铸造模壳3放置于具有底部抽气结构和抽气口52的砂箱5中,此实施例中,底部抽气结构为分布于砂箱5底部的抽气孔51,砂箱5底部先铺设不少于6mm厚的覆膜砂53层,将铸造模壳3至于砂箱5中部,继续向铸造模壳3外部四周的砂箱5内注入覆膜砂53至接近铸造模壳3顶部,启动振砂机6,振实砂箱5内覆膜砂53;3.将砂箱5连同砂箱5内的铸造模壳3放置于烧结炉中焙烧,原先蜡制的浇筑道7实体2以及6个光固化快速成型消失模1被焙烧消失,在砂箱5中得到铸造型壳4,如图7所示,所得由内层31与外层32组合的铸造4,所述蜡制的浇筑道7实体2焙烧消失后空出了具有浇筑口71的浇筑道7;所述焙烧工艺过程包括:缓慢升高烧结炉温度至250℃,保温2~4h;然后迅速升温至800℃,保温2~4h,保证树脂无任何残留。
29.砂箱5内覆膜砂53通过振砂机6振实后,紧密抵靠于铸造型壳4,对铸造型壳4起到了很强的支撑效果,有效避免的涨壳、鼓包等缺陷的出现,保证铸造型壳4焙烧后的质量。
30.步骤三:铸件产品的制造将焙烧好的砂箱5连同铸造型壳4放于铸造工位,在砂箱5的上表面盖上一层覆盖膜8,将浇筑口71暴露于外,抽气泵连通抽气口52对砂箱5实施负压,控制在压力~0.04—0.05mpa,在负压保持的情况下通过浇注口浇注金属液,冷却后开箱,进行清理等铸件成型的后工序操作,得到最终的铸件产品,清理过程是提高振动机的振动强度,利用振动机将模壳震碎,破坏外壳,然后进行必要的清理和根据实际需求进行进一步打磨。
31.负压浇注有利于防止浇注时涨裂铸造型壳4或抬箱,有利铸造型壳4内型腔的气体扩散,因此能有效提高浇注过程排气,提高铸件产品的表面质量。
32.本发明提出一种光固化快速成型光固化快速成型消失模1,包括薄壁抽壳11、内部支撑和排液孔12等特征,节约了用于打印光固化快速成型消失模1的树脂材料,同时避免带来涨壳、鼓包等问题;利用耐火涂料和石英砂混合,直接涂覆制作模壳,避免传统熔模铸造的硅溶胶 覆膜砂的多层结构,使得模壳制作周期很短,节约成本;在砂箱5振实和负压条件下完成树脂焙烧和浇注过程,保证了模壳的强度,避免了涨壳鼓包的缺陷产生,同时改善了浇注的排气,提高铸件产品的浇注质量,即通过比传熔模铸造更短的制作周期和更低的成本获得传统熔模铸造的表面精度和质量。
33.在砂箱振实和负压条件下完成树脂焙烧和浇注过程,保证了模壳的强度,避免了涨壳鼓包的缺陷产生,同时改善了浇注的排气,提高铸件产品的浇注质量,即通过比传统熔模铸造更短的多的制作周期和更低的成本获得传统熔模铸造的表面精度和质量。
34.在本发明的描述中,需要理解的是,指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
35.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、
ꢀ“
示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不应理解为必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
36.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
37.上述实施例和图示并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化和修饰,皆应视为不脱离本发明的专利范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。